咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-26 16:59:48 人气:
核心结论:电子辅料模切件批量不一致,根源通常出在材料批次差异、刀模磨损、设备压力波动或排废工艺不匹配上。排查时先验证来料基材厚度与胶层均匀性,再检查刀模刃口状态与对位精度,最后调整模切压力和排废离型纸选型。以下按图纸沟通、材料选型、加工风险、改善步骤四个方向展开。

批量不一致往往从图纸阶段就埋下隐患。采购或设计人员给模切厂提供图纸时,必须明确标注以下参数:
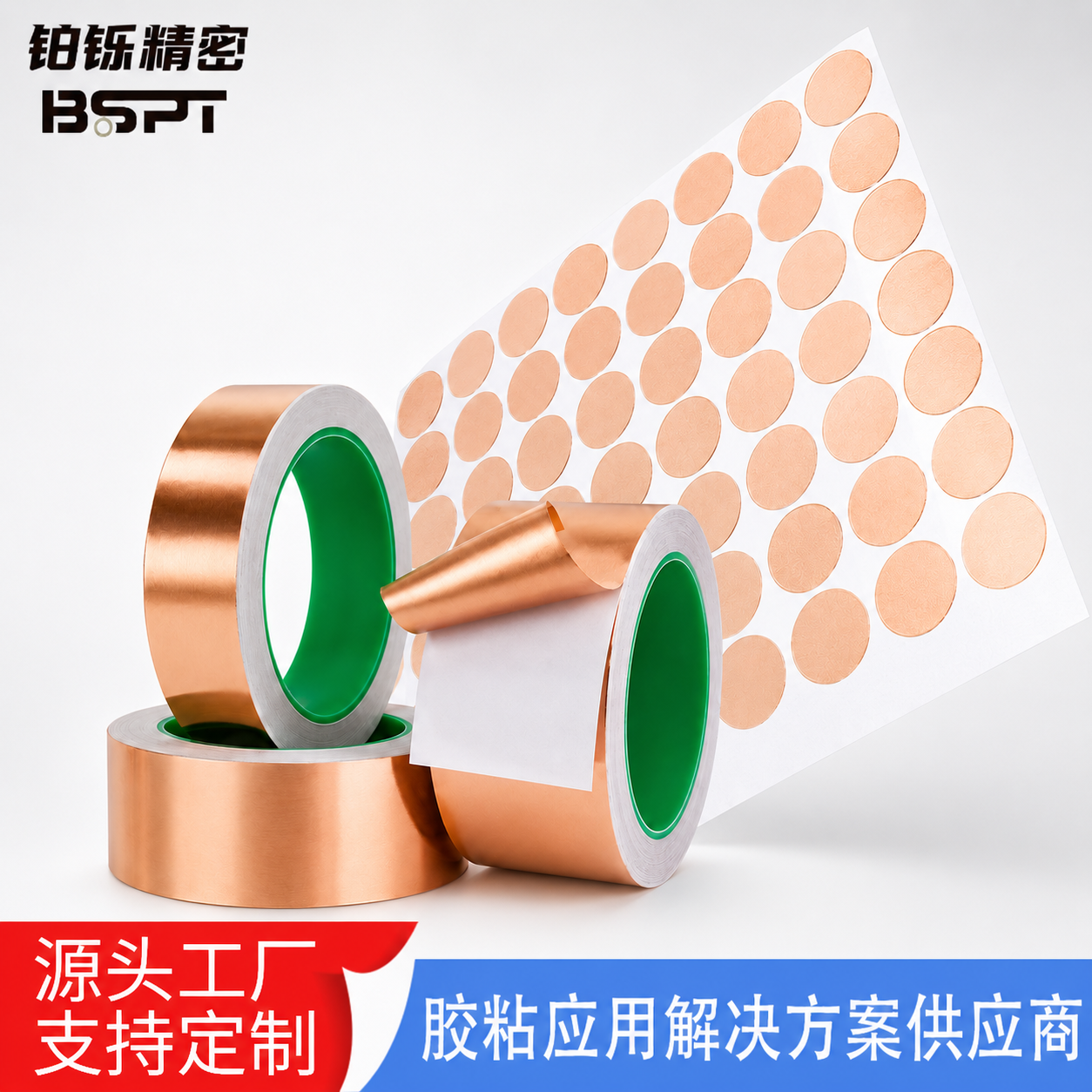
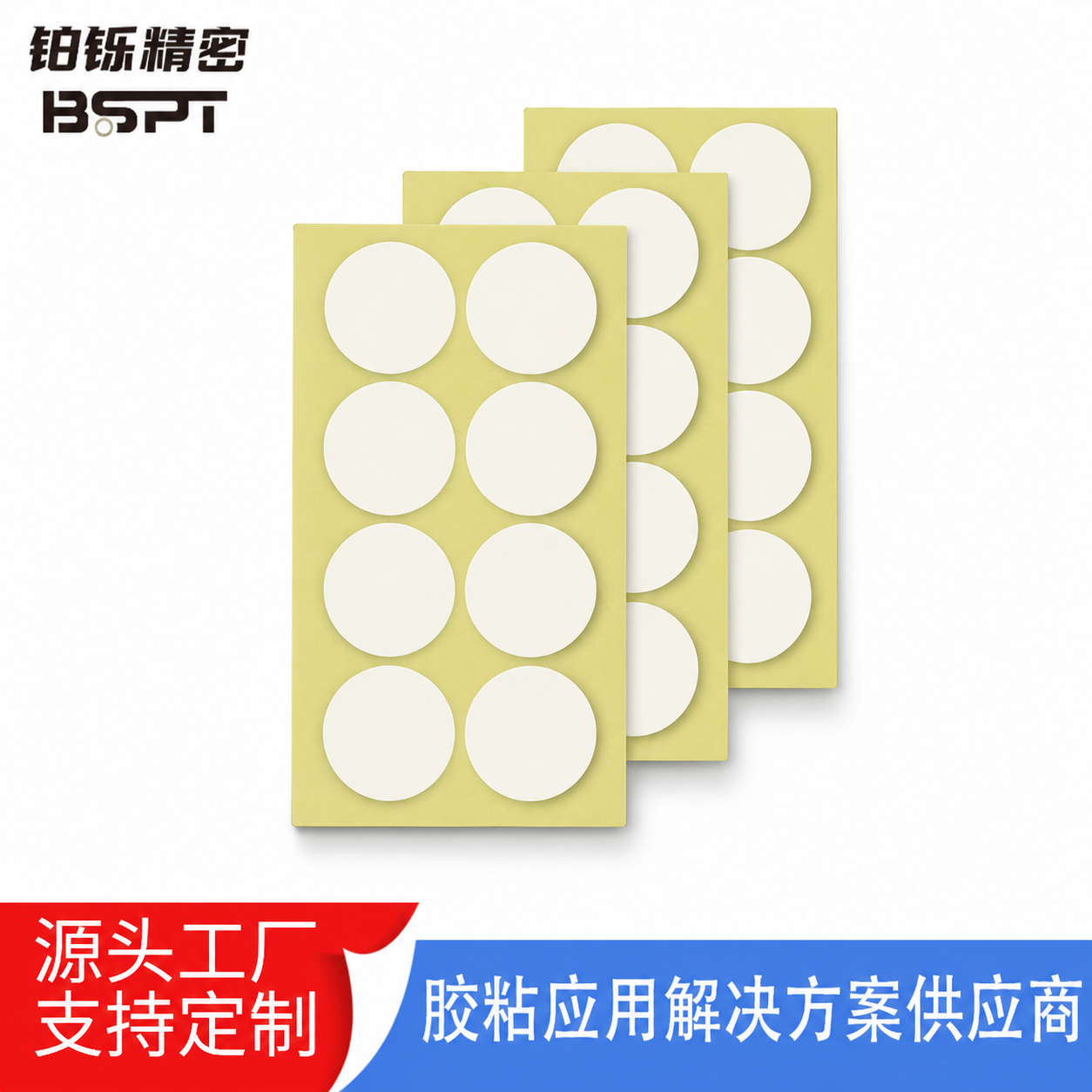
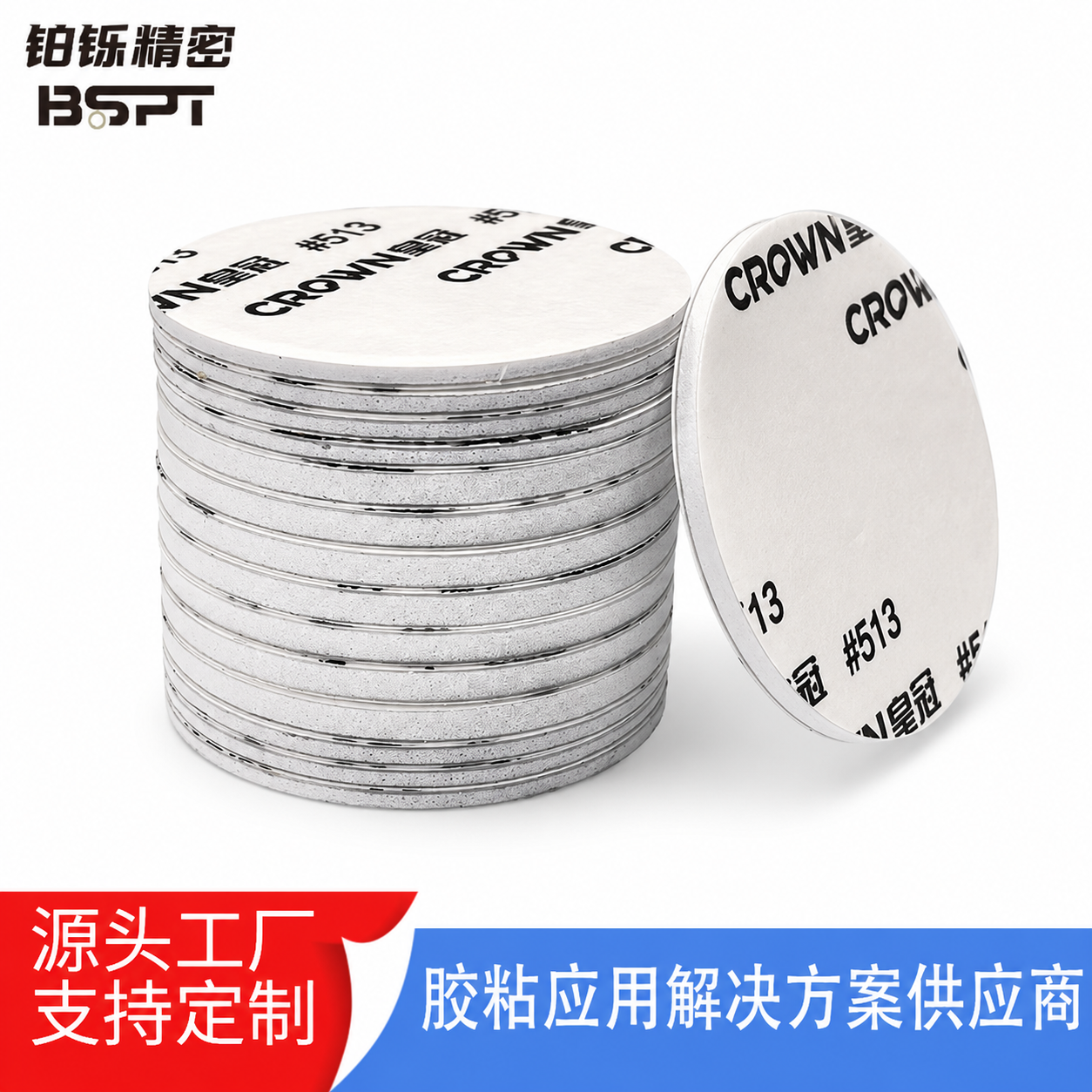
同一款电子辅料,不同批次的基材厚度、胶层涂布均匀性、离型力可能不同。例如PET双面胶的基材厚度波动超过±0.005mm时,模切后的实际尺寸就会漂移。EVA泡棉或硅胶脚垫这类弹性材料,批次间的回弹率差异也会导致冲型后尺寸反弹不一致。
改善方向:要求供应商提供每批材料的来料检验报告,重点看基材厚度、胶层厚度、离型力三个指标。如果发现批次波动大,建议先小批量试切验证,再批量投产。
刀模磨损是导致模切件尺寸超差的最常见原因。激光刀模或圆刀的刃口硬度需达到47-59HRC,使用一定次数后必须修磨或更换。设备压力过大时,薄型材料(如0.02mm石墨膜)会被压延变形;压力过小则切不透,排废时拉毛边缘。
具体判断方法:如果同一批次中,前几百片尺寸正常,后续逐渐变大或变小,大概率是刀模磨损或压力漂移。此时应停机检查刀模对位精度,并用千分尺测量模切件实际尺寸,与首件比对。另外,环境温湿度也会影响胶层粘度和材料尺寸稳定性,建议模切车间恒温恒湿(温度23±2℃,湿度50±5%)。
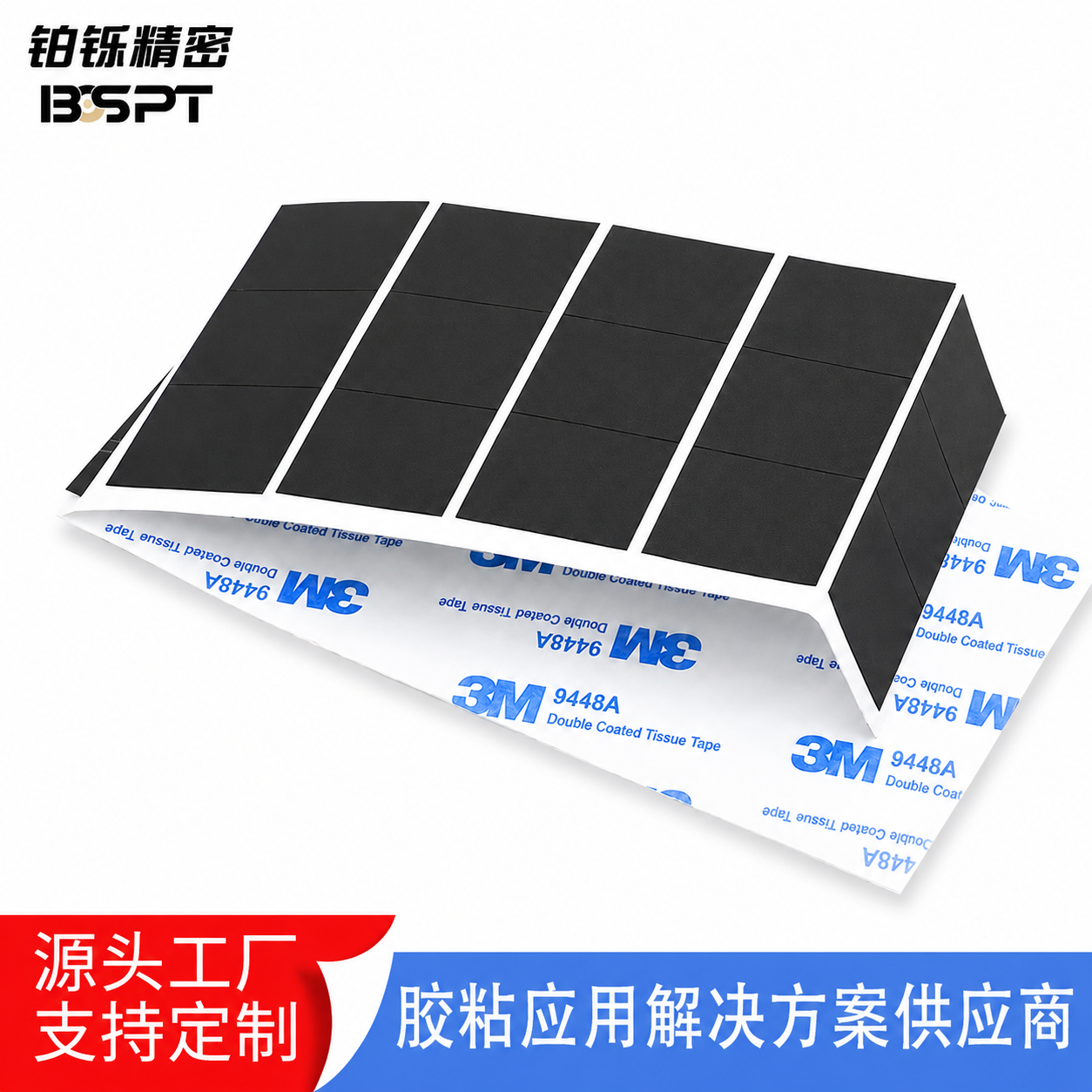
排废环节最容易出现两种问题:一是离型纸选择错误导致胶渗透,排废时产品被带起;二是排废角度或速度不合理,造成产品边缘翘起或变形。对于高粘性双面胶模切件,建议使用离型力稍低的离型膜(如25μm PET离型膜),并调整排废轮角度至30°-45°,同时降低排废速度。
风险提示:如果产品本身带有多层结构(如泡棉+双面胶+离型纸),排废时要注意各层之间的剥离力匹配,避免分层或起拱。
打样通常使用单张材料或小卷,材料批次一致且设备状态稳定。批量生产时,材料换卷后批次特性可能变化,刀模也经历了多次冲切产生磨损。建议批量前先做首件确认,并每500-1000片抽检一次尺寸。
可以,但需要满足三个条件:材料厚度均匀(基材波动≤±0.003mm)、刀模精度高(激光刀模或圆刀)、设备具备闭环压力控制。同时,环境温湿度需稳定,否则材料热胀冷缩也会导致超差。
边缘毛刺通常由刀模钝化引起,需修磨或更换刀模。溢胶则与胶层流动性有关,可尝试降低模切压力或改用离型力更低的离型纸。如果是油胶类材料,建议在模切前将材料冷藏至10-15℃,降低胶层流动性。
至少提供:产品图纸(含公差)、材料名称与型号(如3M9080A或某品牌PET双面胶)、总厚度、离型纸类型、排废方向要求、数量与包装方式。如果涉及多层复合,还需提供各层结构和剥离力要求。
电子辅料模切件批量不一致的排查,本质是“材料-刀模-设备-排废”四要素的匹配问题。采购人员在选型时,应优先选择具备自主刀模开发能力和全流程品控的供应商,例如铂铄精密技术(东莞)有限公司,其模切精度可达±0.02mm,并能提供从材料验证到批量交付的完整技术支持。实际合作中,建议先进行小批量试切,确认尺寸稳定后再放大批量,同时要求供应商提供每批材料的来料检验报告和过程抽检记录。
上一篇:多层材料贴合模切顺序与工艺要点
下一篇:返回列表
相关推荐
产品推荐
服务热线