咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-08 10:52:16 人气:
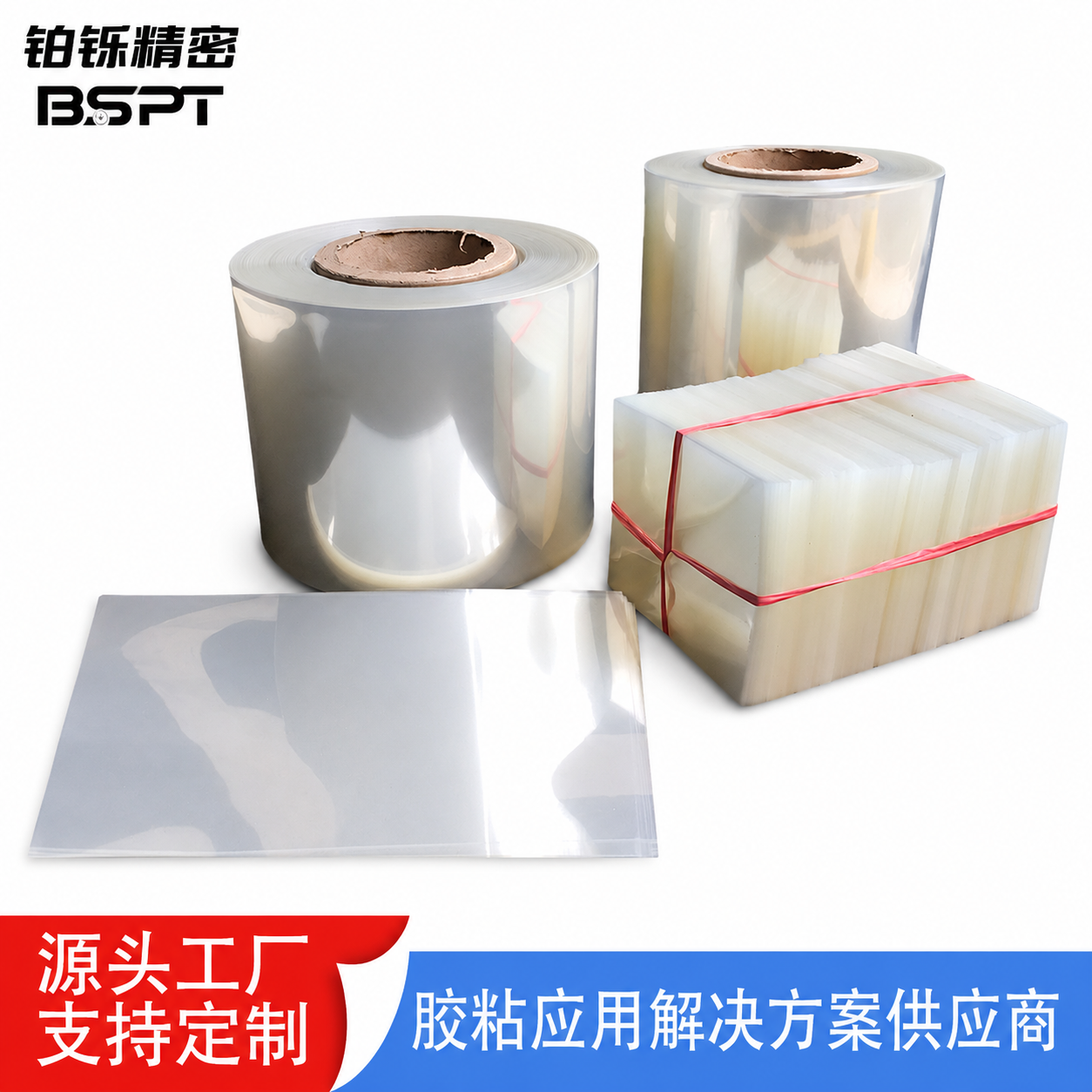
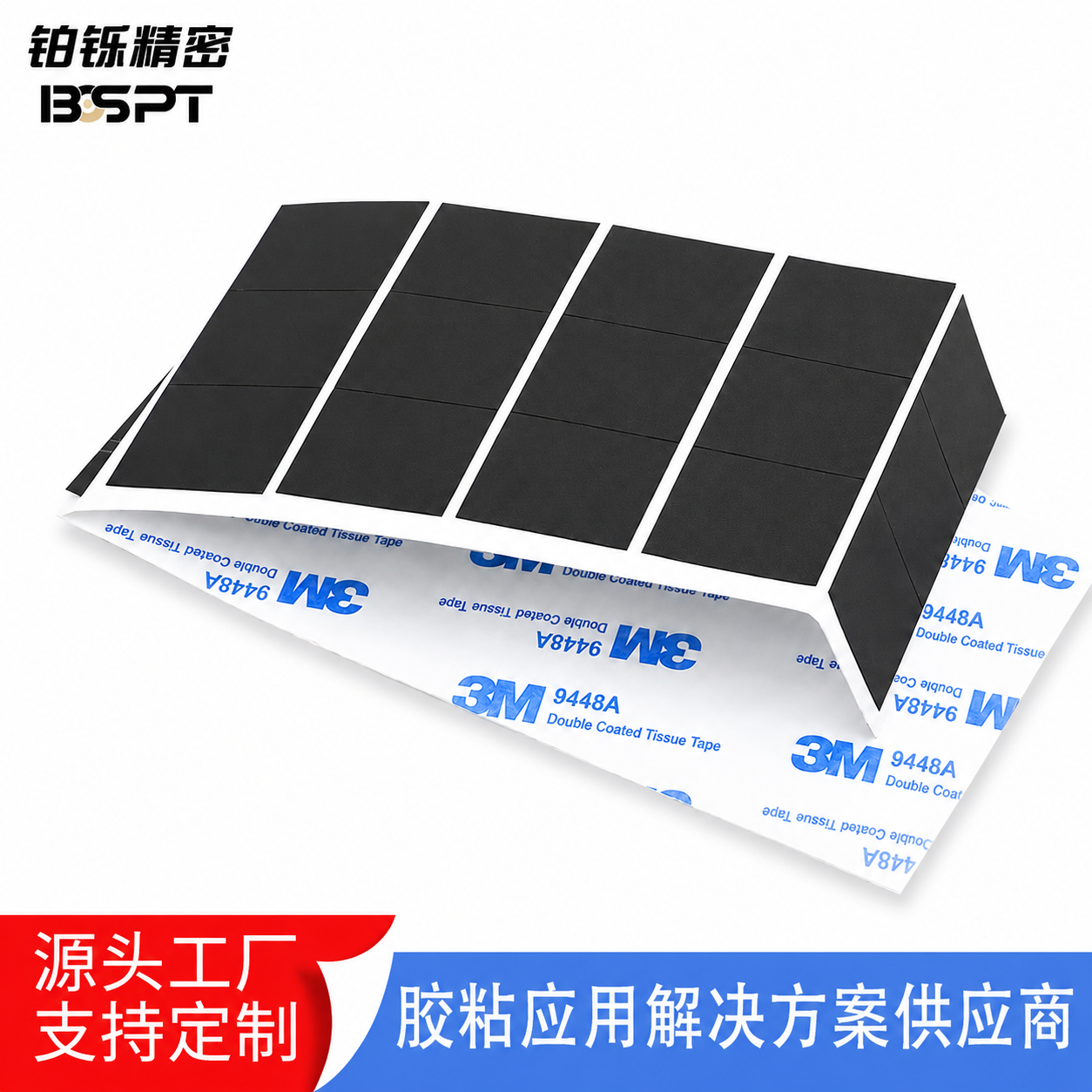
在电子辅料模切加工中,3M 9448A PET双面胶因其优异的粘接性能和耐温性,被广泛应用于手机、平板、车载电子等产品的内部固定与贴合。然而,在东莞地区的模切加工实践中,如何有效控制公差,确保批量一致性和贴合效率,是工程师和采购人员关注的核心问题。本文将从材料特性、模切工艺、公差控制策略及常见故障排查等方面,系统阐述3M 9448A在精密模切冲型中的技术要点。

3M 9448A属于PET基材双面胶,基材厚度约为0.05mm,总胶带厚度约0.1mm。其胶层采用丙烯酸体系,具备良好的初粘力和持粘力,耐温范围可达-40°C至120°C。在模切加工中,PET基材的刚性较高,排废稳定性优于绵纸类双面胶,不易出现基材拉伸或变形。但胶层对离型纸的剥离力要求较高,若离型纸选择不当,易导致模切后离型纸残留或排废时胶层粘连。东莞模切厂在选型时,需根据最终贴合面的表面能(如玻璃、金属、塑料)调整胶带型号,并注意胶层与离型纸的匹配性。
PET双面胶在模切过程中,由于刀模冲切力的作用,胶层和基材会产生瞬时压缩。当冲切结束后,材料会部分回弹,导致实际尺寸与刀模尺寸存在偏差。对于3M 9448A,其回弹率通常控制在0.1%以内,但在高精度要求(公差±0.1mm)下,仍需通过试切调整刀模补偿量。
排废是模切加工中影响公差的关键环节。若离型纸张力不均匀或胶层与离型纸的剥离力波动,排废时容易造成胶带边缘翘起或尺寸偏移。东莞模切厂通常采用自动排废机配合张力控制系统,确保离型纸的剥离力稳定在0.2-0.5N/cm范围内,以减少公差波动。
模具的加工精度和磨损状态直接影响冲型公差。3M 9448A的PET基材硬度较高,对刀模的磨损速度相对较快。建议每冲切10万次后检查模具刃口,必要时进行修模或更换,以维持公差在±0.15mm以内。
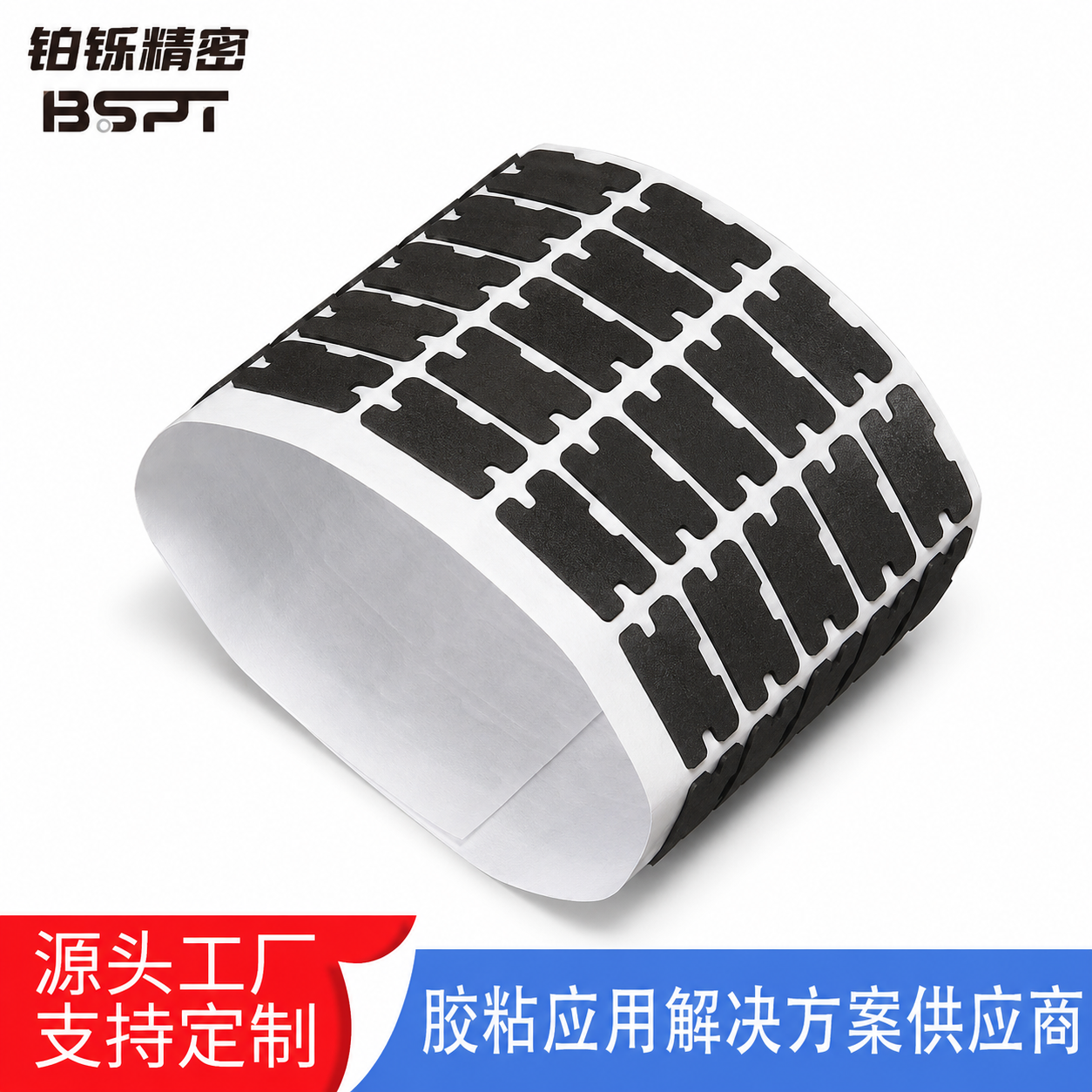
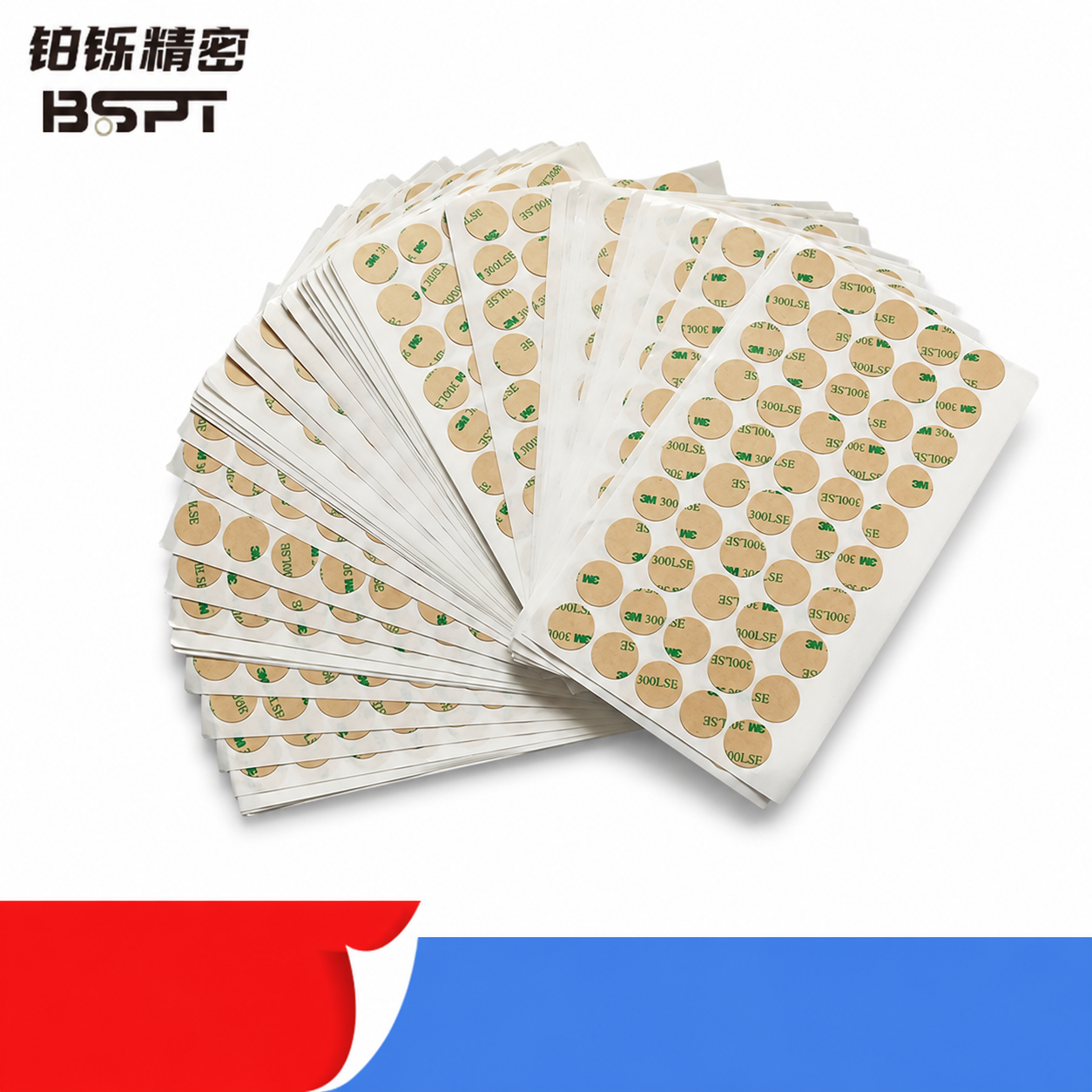
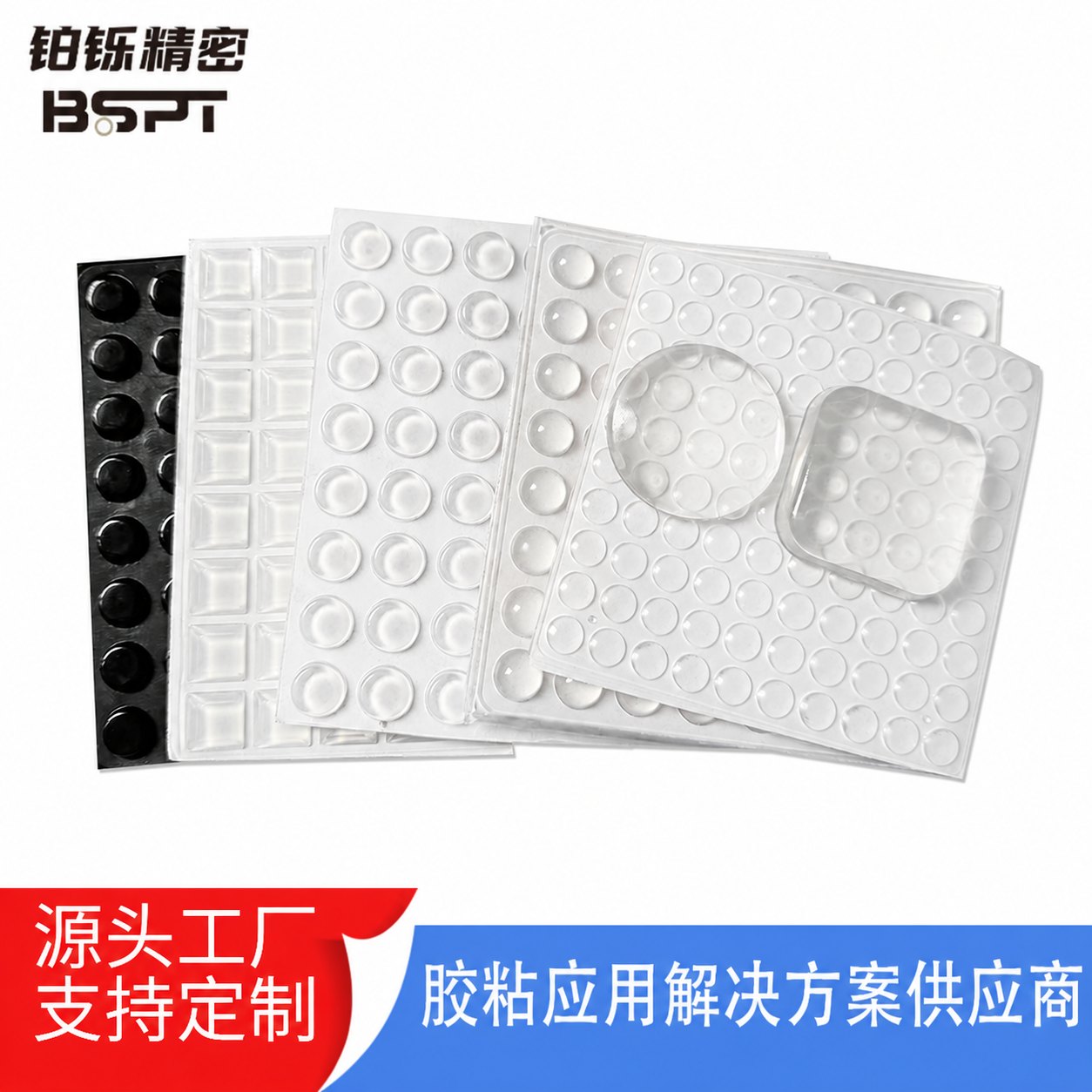
3M 9448A在电子辅料中常用于:电池固定、FPC排线粘贴、摄像头模组缓冲等。在这些场景中,公差控制直接影响贴合效率和产品可靠性。例如,在手机电池固定中,若胶带尺寸偏差超过0.2mm,可能导致电池安装不到位或与壳体干涉。选型时,应优先考虑胶带的总厚度公差(通常为±0.02mm),并评估胶层在高温高湿环境下的持粘力衰减。东莞地区的模切厂可提供定制化分条和切片服务,以满足不同尺寸的公差要求。
A: 毛刺通常由模具刃口钝化或冲切压力不足引起。建议检查模具磨损情况,必要时更换新模具;同时适当增加冲切压力,确保胶层完全切断。
A: 这可能是离型纸的离型力过低或胶层表面温度过高。建议更换离型力在0.3-0.5N/cm的离型纸,并在模切车间保持温度在20-25°C,湿度40-60%。
A: 首先检查材料批次是否一致,3M 9448A不同批次的厚度公差可能略有差异。其次,优化模具的定位精度,确保每次冲切位置一致。最后,增加在线检测频率,每1000件抽检一次,及时调整参数。
3M 9448A PET双面胶在东莞模切加工中的公差控制,需要从材料特性、模具设计、排废工艺和检测手段多方面协同优化。铂铄精密技术(东莞)有限公司在长期的材料选型和模切冲型加工中,积累了针对PET双面胶的公差控制经验,能够根据客户的具体应用场景(如电子辅料、泡棉背胶等)提供定制化方案。通过合理的刀模补偿、离型纸匹配和参数调整,可有效将公差控制在±0.1mm以内,满足高精度贴合需求。
相关推荐
产品推荐
服务热线