咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-17 15:03:19 人气:
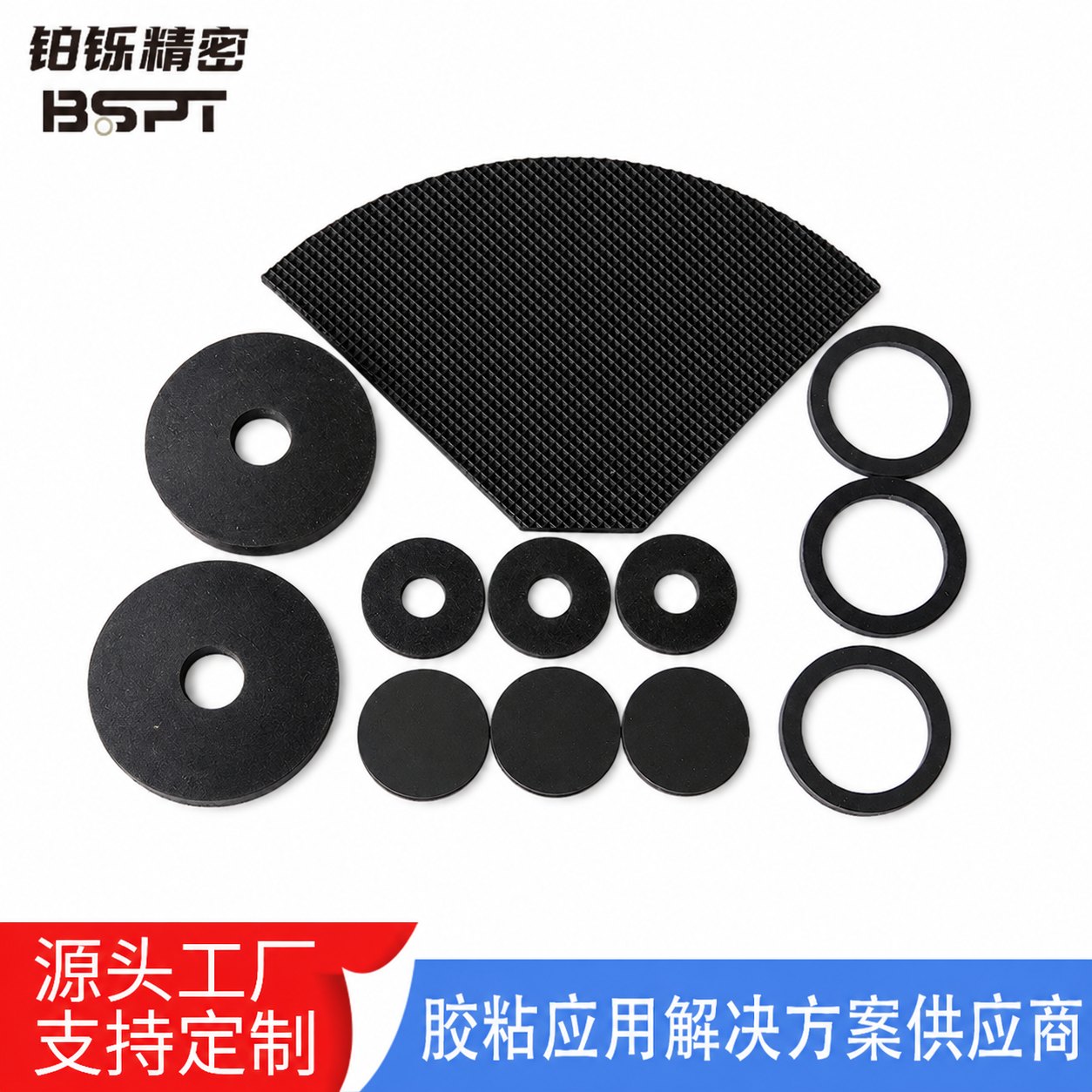
核心结论:硅胶脚垫背胶加工的关键参数包括硅胶基材的硬度与回弹性、胶粘剂的类型与厚度、离型纸的匹配性,以及模切时的刀模间隙与排废方向。忽视任一参数都可能导致脱胶、翘边、残胶等失效,影响产品在缓冲、防滑、防撞场景中的长期稳定性。

硅胶脚垫背胶后,使用中常见的问题包括:脚垫边缘翘起、胶层与被贴物分离(脱胶)、撕除后残留胶粘剂(残胶)、模切边缘溢胶、排废时胶层被带起。这些问题在工业机器缓冲、紧固保护场景中会直接导致设备振动增大、部件移位或污染被贴表面。
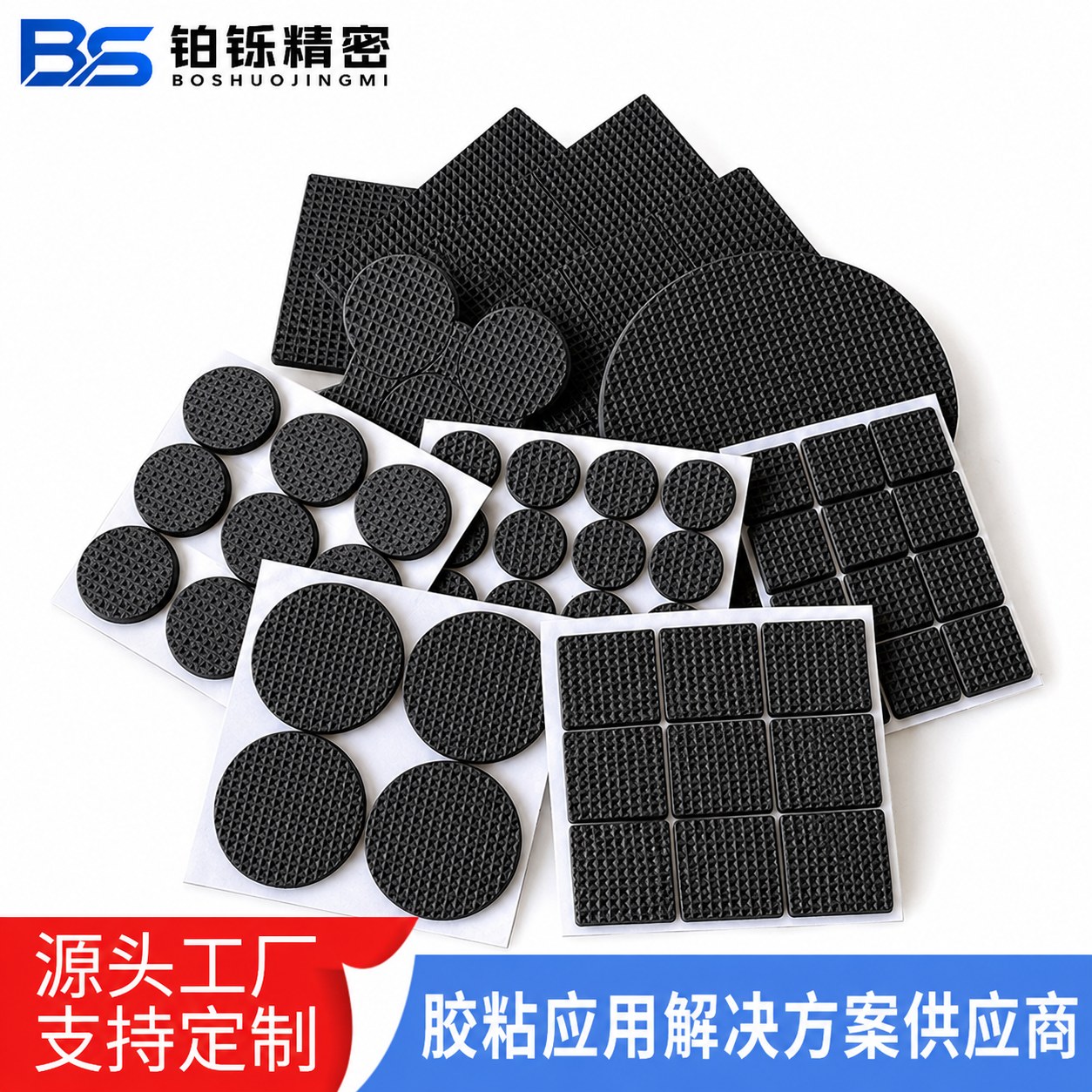
硅胶脚垫的硬度通常用邵氏A表示,常用范围在30~70度。硬度偏低(如30度以下)时,模切切面易产生毛刺,刀模磨损加快;硬度过高(70度以上)则回弹性差,受压后变形恢复慢,缓冲效果下降。选型时需根据承载压力与接触面平整度确定硬度:精密电子件常用40~50度,工业缓冲垫可选用50~60度。回弹性通过压缩永久变形率衡量,建议控制在15%以下,否则长期受压后脚垫变薄、翘边风险上升。
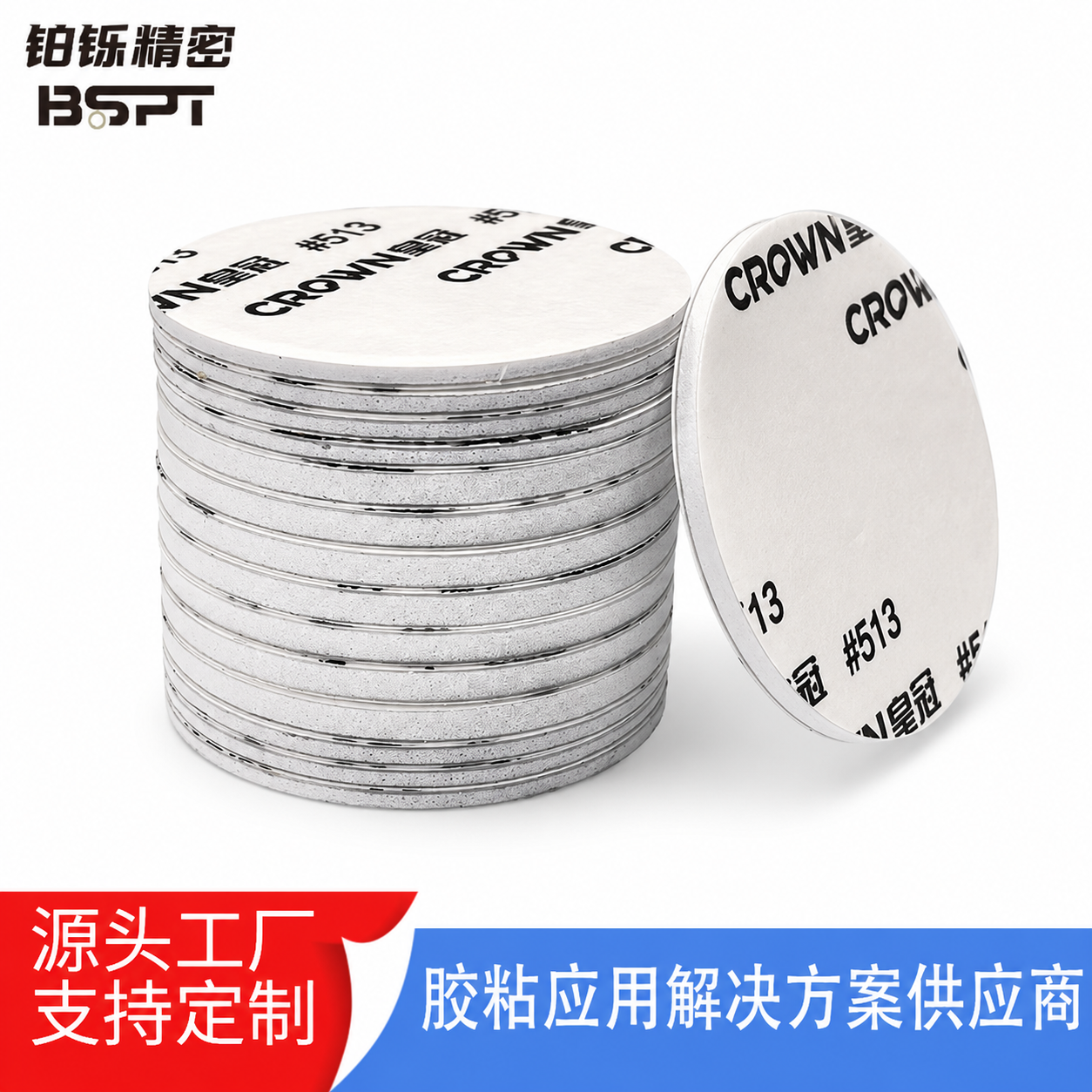
背胶常用丙烯酸类压敏胶,厚度多为0.10~0.20mm。胶粘剂的选择需匹配被贴物表面能:低表面能材料(如聚丙烯、聚乙烯)需选用高粘型丙烯酸胶;金属、玻璃等高表面能材料可用标准型。胶层太薄(<0.10mm)粘接力不足,易脱胶;太厚(>0.20mm)则模切时溢胶风险增加,排废困难。若用于高温环境(如电机附近),需确认胶粘剂的耐温上限(通常80~120℃),否则胶层老化导致残胶。
离型纸的离型力必须与胶粘剂匹配。离型力过低,模切排废时胶层被离型纸带起;过高,终端用户剥离困难,甚至撕破脚垫。建议采用双面离型纸或格拉辛纸,离型力控制在15~30g/25mm。对于自动贴装产线,离型纸还需具备抗静电性能,避免吸附灰尘影响贴合。
模切硅胶脚垫背胶时,刀模间隙建议比普通泡棉类缩小0.02~0.05mm,因为硅胶弹性大,间隙过大会产生毛边。排废方向应顺着胶层粘性较弱的一侧(通常为离型纸侧),避免胶层被拉变形。批量生产前必须进行小样试切,验证胶粘剂与硅胶的附着力(180°剥离强度≥1.5N/mm)以及模切尺寸公差(±0.2mm以内)。
自动化连续产线:优先选用卷材硅胶脚垫,幅宽根据工件尺寸选择(大件用宽幅减少拼接,小件用窄幅减少废料)。卷材需保证厚度公差≤0.05mm,否则自动贴装时吸盘吸附不稳。小批量或零散加工:可用片材,但需注意片材存放环境(温度23±5℃,湿度50±10%),避免硅胶吸湿导致粘性下降。食品或医疗接触场景:必须索要第三方毒理检测报告,确认硅胶和胶粘剂均无有害物质析出。
主要原因包括:硅胶回弹性不足(压缩永久变形率>15%)、胶层太薄或粘接力不够、被贴物表面未清洁(油污或脱模剂残留)。改善方法:选用回弹性好的硅胶(邵氏A 40~50度),胶层厚度≥0.12mm,贴合前用异丙醇擦拭被贴面。
溢胶通常由刀模钝化或胶层过厚引起。建议每5万次检查刀模锋利度,胶层厚度控制在0.15mm以内。若溢胶仍发生,可尝试在模切前对硅胶脚垫进行低温处理(-10℃冷冻10分钟),降低胶层流动性。
残胶多因胶粘剂老化或与被贴物反应。选择耐老化型丙烯酸胶(如3M 467MP),确认胶粘剂与被贴物化学兼容性。对于需要频繁更换的脚垫,可选用可移除型胶粘剂,但粘接力会降低30%~50%。
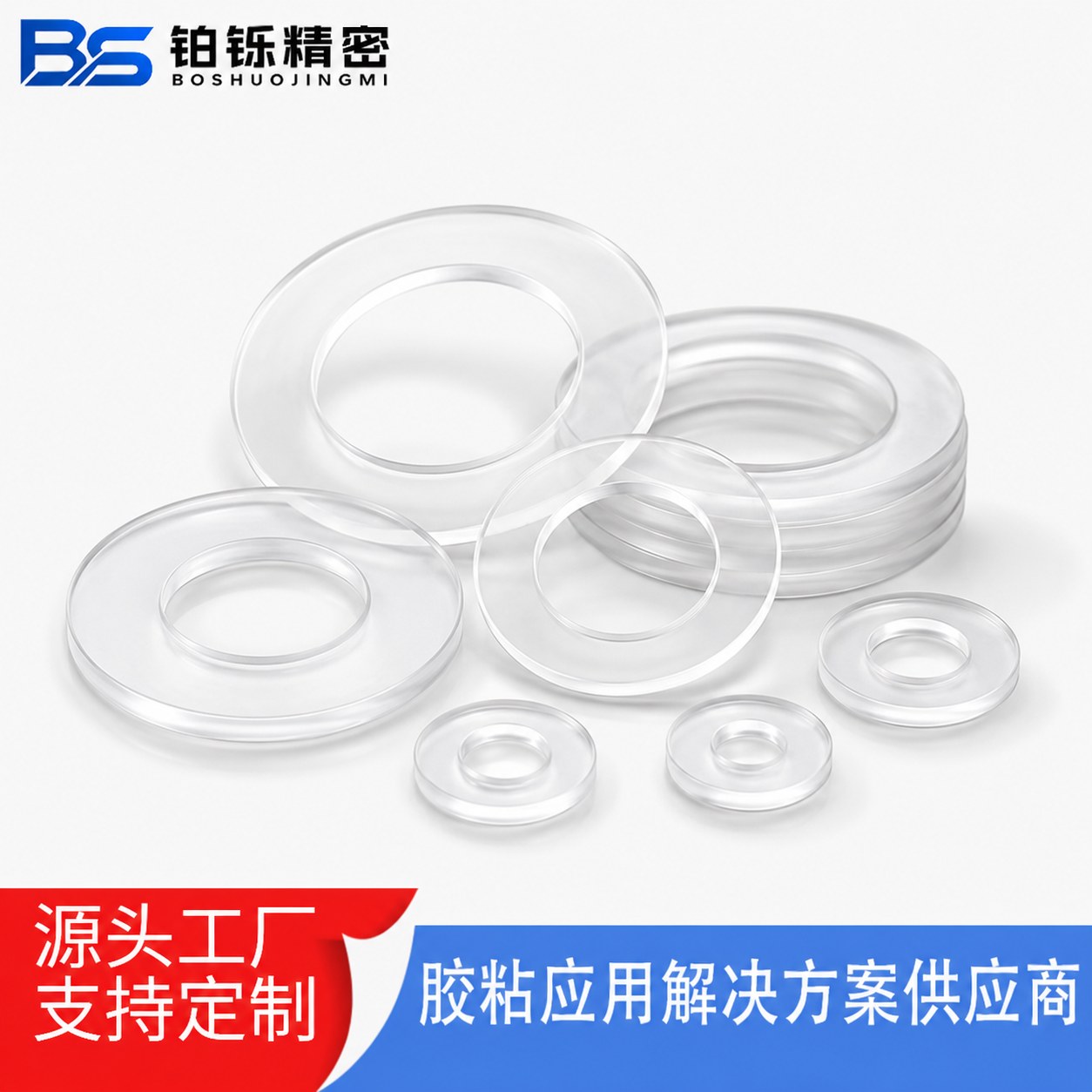
需提供:硅胶硬度(邵氏A)、脚垫尺寸与厚度、被贴物材质与表面能、使用温度范围、是否需要耐UV或阻燃。如果用于自动化产线,还需注明卷材内径与幅宽、离型纸类型(单面或双面)。
硅胶脚垫背胶加工的成功率取决于硅胶硬度、胶粘剂类型与厚度、离型纸匹配性以及模切工艺参数的协同控制。选型时优先关注压缩永久变形率与剥离强度,加工前务必小样试切。铂铄精密技术(东莞)有限公司在精密模切冲型中积累了针对不同硬度硅胶与胶粘剂组合的工艺参数,可协助客户规避翘边、残胶等常见失效。
相关推荐
产品推荐
服务热线