咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-18 16:05:21 人气:
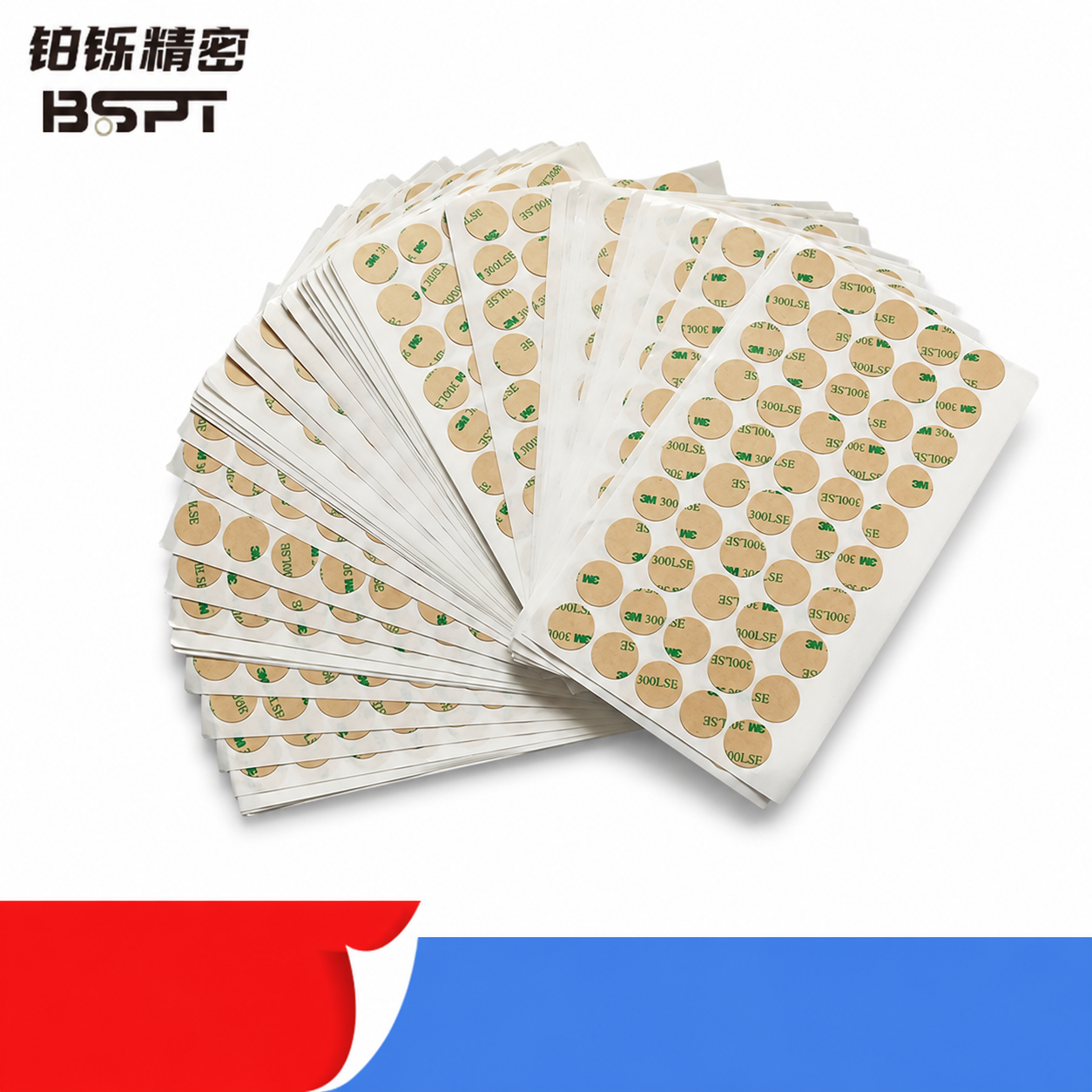
核心结论:3M VHB泡棉胶模切冲型减少压痕的关键在于利用其闭孔泡棉基材的抗压缩形变能力,同时控制刀模锋利度、模切压力和贴合压力。选型时优先考虑高密度泡棉和匹配被粘表面不平整度的胶层厚度,加工时保持刀具锋利、压力均匀(约15 PSI),并确保环境温度在15-38℃范围内。

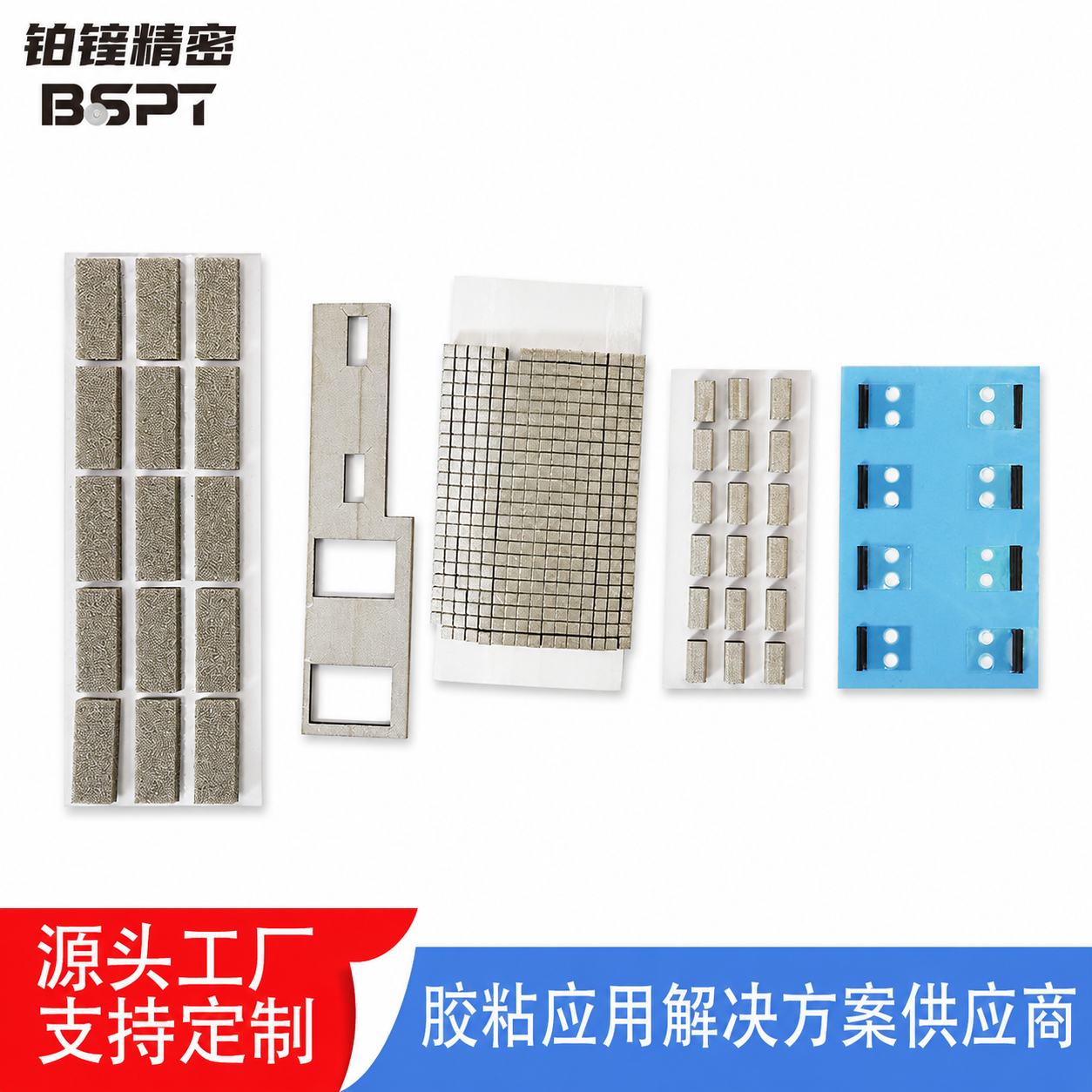
采购或设计人员在发送3M VHB泡棉胶模切冲型图纸时,必须明确泡棉胶的型号和厚度。不同型号(如4611、4956)的泡棉密度和胶层硬度不同,直接影响压痕风险。图纸上应标注模切公差,通常要求±0.05mm以内,公差过大容易因局部应力集中产生明显压痕。同时要注明离型纸类型(如PET离型膜或纸质离型纸),剥离力过大会导致泡棉拉伸变形,加剧压痕。此外,建议标注排废方向(如45°角剥离),避免因操作不当产生不可逆变形。
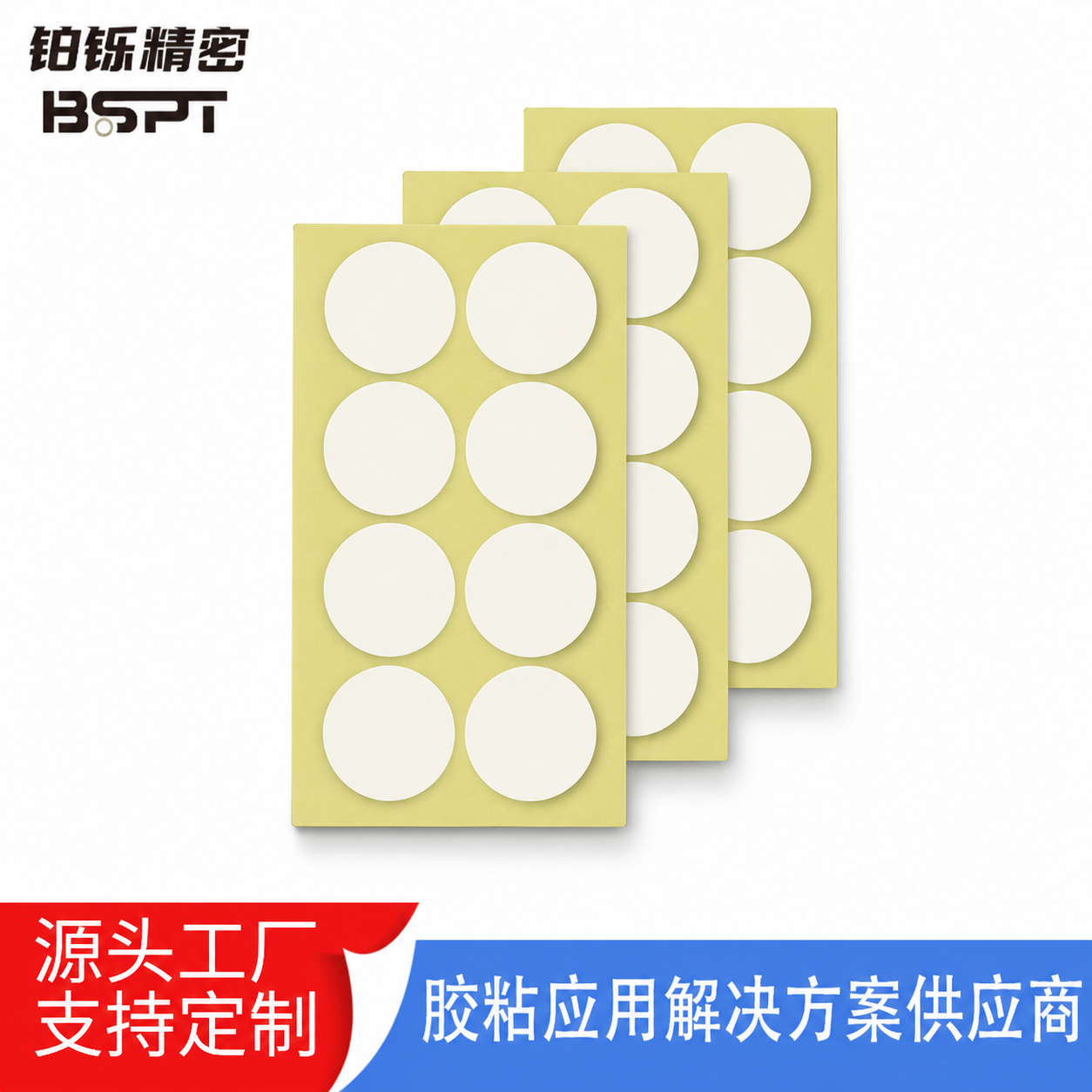
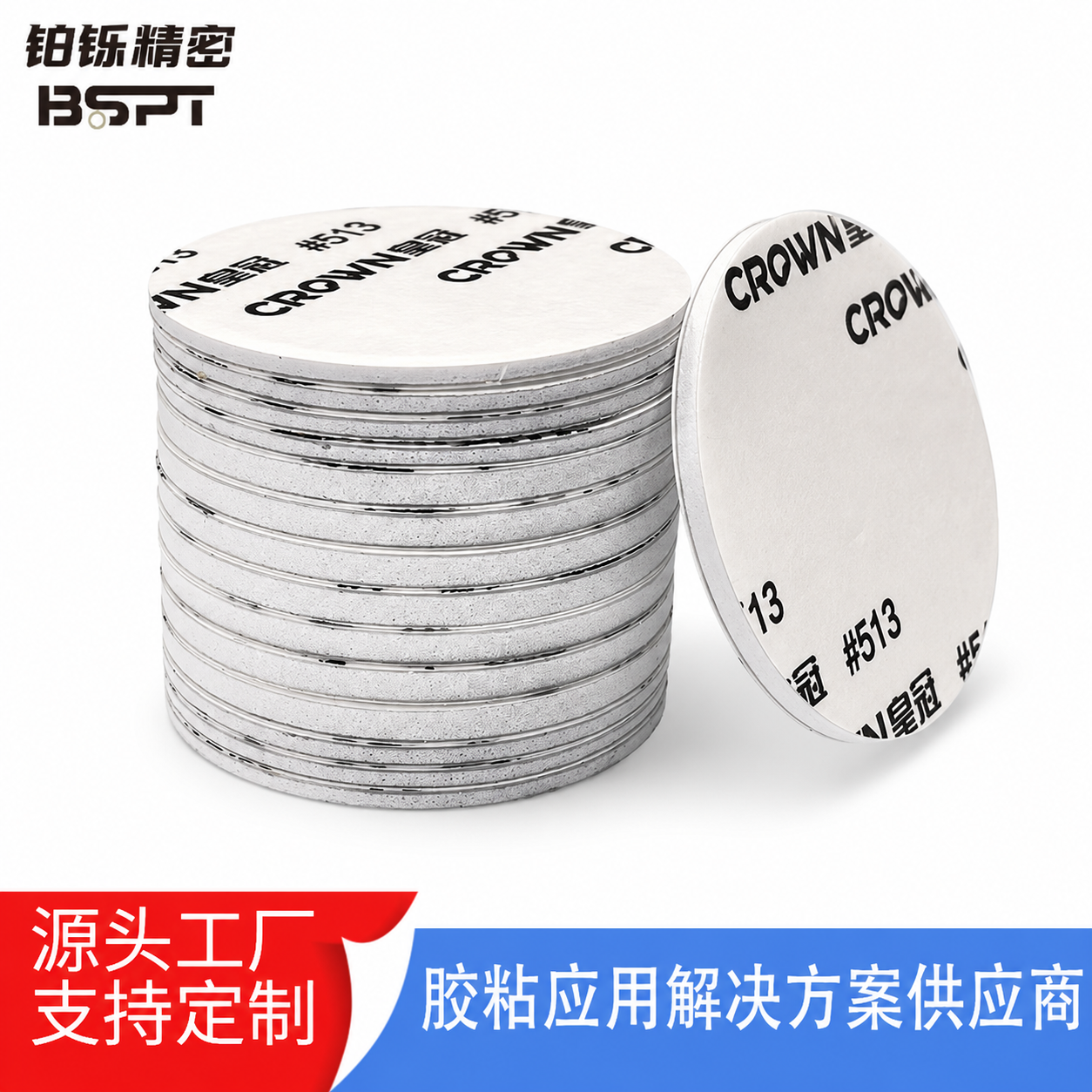
3M VHB泡棉胶的闭孔泡棉结构本身有抗压缩形变能力,但不同密度表现差异大。高密度泡棉(如VHB 4956)更抗压,适合硬质光滑表面;低密度泡棉(如VHB 4611)柔韧性好,适合不规则表面。胶层厚度也要匹配:被粘表面不平整度大时,选择较厚胶层(如1.1mm)可缓冲压力分布,但过厚会导致冲型时边缘溢胶风险增加。选型时需评估使用温度范围(-40℃至150℃),低温下泡棉变脆易产生不可逆压痕,高温下胶层软化可能使压痕永久化。
减少压痕的核心在模切工艺:
即使模切合格,粘贴不当也会产生压痕。被粘表面必须清洁(推荐1:1 IPA与水的混合液擦拭并干燥),避免杂质导致局部凸起。粘贴时施加约15 PSI(1.05公斤/平方厘米)的均匀压力,可使用压辊或压机,压力不均会在泡棉上留下压痕。对于大面积贴合,建议从中心向四周施压,排出气泡。环境温度低于10℃时,需预热胶带和表面至15℃以上再施工。
最常见原因是刀模变钝或模切压力过大。钝刀挤压泡棉而非切割,导致边缘压缩变形。建议更换刀模并降低压力,同时检查泡棉密度是否与刀具匹配。
厚度选择取决于被粘表面平整度。光滑表面选0.4-0.6mm即可;粗糙或弯曲表面建议选0.8-1.1mm,利用泡棉压缩形变吸收压力不均。但过厚会增加模切溢胶风险,需平衡。
低于10℃时泡棉变硬,模切后压痕难以恢复。加工前应将材料在15-38℃环境中放置至少24小时。若必须在低温下施工,可预热胶带至20℃左右,并加快贴合速度。
选择剥离力适中的离型纸(如PET离型膜),剥离时沿45°角缓慢操作。若已出现拉伸变形,可尝试用热风枪(60-80℃)加热后轻压恢复,但严重变形需报废。
减少3M VHB泡棉胶模切冲型压痕,需要从材料选型、刀模维护、压力控制和施工环境四方面综合把控。采购时提供完整图纸参数(型号、厚度、公差、离型纸类型),加工时定期检查刀模并控制压力,粘贴时保持清洁和均匀施压。铂铄精密技术(东莞)有限公司在精密模切加工中积累了对泡棉胶特性的深度理解,可协助客户优化工艺参数。
相关推荐
产品推荐
服务热线