咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-22 12:42:58 人气:
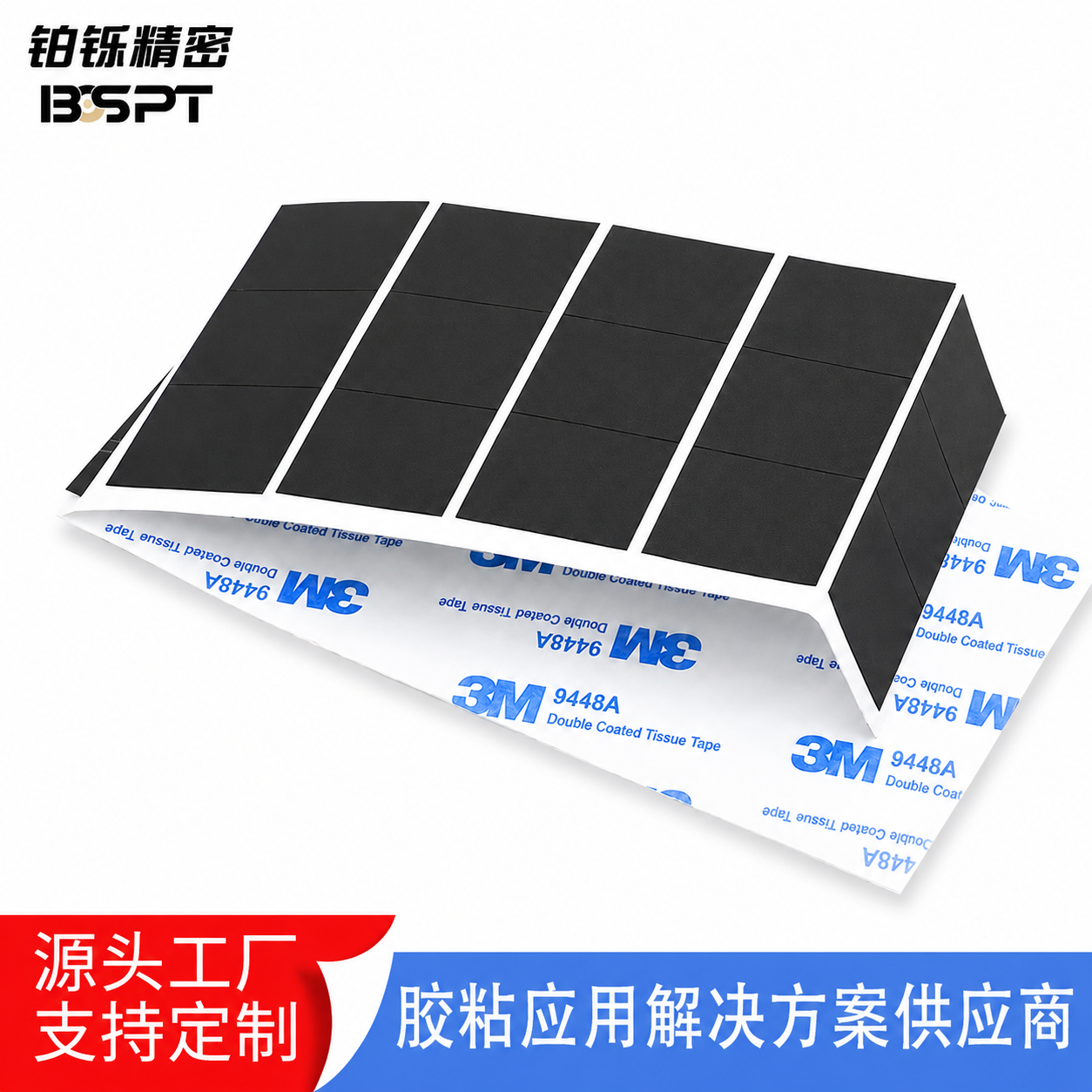
核心结论:3M 9448A背胶件排废不良(溢胶、离型纸断裂、边缘毛刺)主要源于胶带薄(0.15mm)且粘性高,离型纸与胶层分离力不匹配。控制关键在于模切刀具锋利度、排废剥离角度(建议30-45°)和张力稳定,同时优化模具间隙(0.02-0.05mm)并选用80克以上牛皮纸离型纸。

3M 9448A双面胶以棉纸为基材,丙烯酸胶系,厚度仅0.15mm。模切冲型后,排废时常见三类问题:
1. 胶层粘连(溢胶):胶层从冲型边缘溢出,粘在排废料带上或残留在离型纸上。
2. 离型纸断裂:排废拉力稍大,离型纸在冲型边缘处撕开,导致产品变形。
3. 边缘毛刺:棉纸基材被刀模拉毛,冲型件边缘不整齐。
这些不良直接影响背胶冲型件的贴合精度和批量一致性,在电子辅料(如手机屏幕、控制面板粘结)中尤其致命。
3M 9448A的胶粘剂初粘力高,对离型纸的剥离力要求也高。如果离型纸克重偏低(低于80克)或离型力涂层不均,排废时胶层与离型纸的分离力会超过离型纸自身抗拉强度,导致断裂。同时,胶层较薄(0.15mm),模切刀模间隙稍大就容易产生溢胶。
另一个关键点是棉纸基材的尺寸稳定性。虽然棉纸提供了良好的操作性和抗拉伸性,但在高速排废或排废角度过大(超过60°)时,胶带仍可能被拉长变形,造成冲型件尺寸偏差。
刀模必须保持锋利,钝刀会拉扯棉纸基材产生毛刺。模具间隙(即刀模与底辊或底板的间隙)建议控制在0.02-0.05mm。间隙过小会压伤离型纸,过大则胶层切不断,排废时带胶。对于3M 9448A这种薄胶带,推荐使用激光刀模或蚀刻刀模,刃口角度30-45°。
排废剥离角度(即排废料带与产品平面的夹角)应控制在30-45°。角度过小(接近0°)会导致胶层被强行拉离;角度过大(超过60°)则离型纸承受的拉力剧增,容易断裂。张力设置以刚好能剥离废料为准,避免过大张力造成胶带拉伸。
3M 9448A原厂配80磅牛皮纸离型纸。如果排废良率低,可以尝试换用90克或100克牛皮纸,或使用离型力更稳定的PET离型膜(但需注意离型膜与胶层的匹配性)。离型力建议在8-15 g/25mm范围内,过高则排废困难,过低则胶带在模切前容易翘边。
施工环境温度建议21-38℃,低于10℃时胶粘剂变硬,排废时胶层易脆裂。湿度控制在40-60%RH,过高会导致离型纸吸潮变软,抗拉强度下降。排废速度不宜过快(建议<10 m/min),速度越快,胶层与离型纸的分离力波动越大。
3M 9448A适合需要高粘接强度、耐温(长期80℃)且要求薄型设计的电子辅料,例如手机屏幕、铭牌、控制面板粘结。但若需要防水或更高耐温(如汽车外部),则应考虑3M 9495LE或VHB系列。
加工前必须确认表面洁净干燥,油污、灰尘会降低初粘力。模切冲型后建议在24小时内贴合,避免胶层暴露时间过长导致粘性下降。如果排废不良率超过3%,应优先检查刀模磨损和排废角度,而不是直接更换胶带型号。
检查离型纸克重是否低于80克,换用90克以上牛皮纸;同时降低排废速度,将剥离角度调至30-45°。如果仍断裂,可考虑在离型纸背面加一层PET薄膜加强。
主要原因是模具间隙过大(超过0.05mm)或刀模钝化。重新调整模具间隙至0.02-0.05mm,并更换锋利刀模。另外,排废张力过大也会导致胶层被挤出。
3M 9080A也是棉纸基材,但厚度0.16mm,胶粘剂初粘力稍低,排废相对容易。3M 9448A粘性更高,对离型纸要求更严格,排废时更易出现溢胶和断裂。选型时如果排废设备能力有限,可优先考虑9080A。
需要提供冲型件外形尺寸、公差要求(建议±0.15mm)、离型纸类型(牛皮纸或PET)、排废方向(顺排或逆排)、以及是否要求无尘包装。如果涉及异形或小尺寸(<5mm),还应注明最小保留宽度。
控制3M 9448A背胶件排废不良,核心是匹配离型纸剥离力与胶层粘性,优化模具间隙和排废角度。从刀模状态、离型纸选型到环境温湿度,每个环节都需要工程判断。铂铄精密技术(东莞)有限公司在精密模切冲型加工中积累了针对9448A的排废参数,可提供打样验证。
上一篇:双面胶模切件脱胶原因及选型要点
下一篇:返回列表
相关推荐
产品推荐
服务热线