咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-23 14:45:00 人气:
核心结论:背胶模切件运输粘连的根本原因在于胶层内聚力弱、离型力设计不合理,以及模切边缘质量差。避免粘连需要从材料选型、模切工艺和包装隔离三个环节同步控制,重点平衡胶层内聚力与离型纸的匹配性,并采用防粘隔离纸或离型膜分隔堆叠。

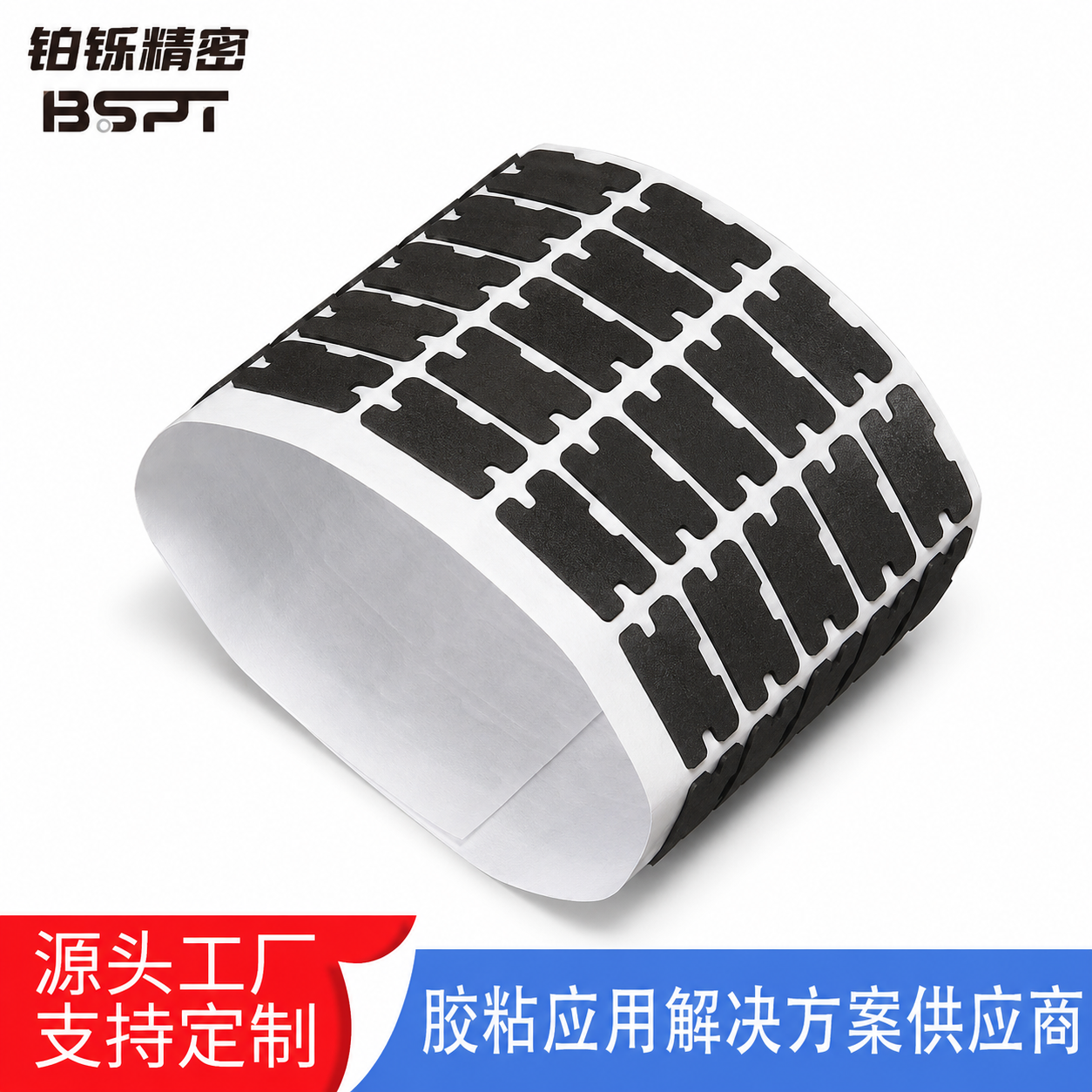
背胶模切件在运输过程中,胶层受堆叠压力和环境温度影响,容易与相邻产品的离型纸或直接与胶面发生不可控粘合。常见情况有两种:一是胶层从离型纸上部分剥离后回粘到其他表面;二是模切边缘溢胶或毛边在振动中接触并粘连。多数问题出在胶层内聚力不足——胶体自身强度不够,受外力时容易变形流动,而不是干净地从离型纸上释放。
很多采购只关注双面胶的粘接力,忽略了离型纸的离型力是否与胶层匹配。如果离型力太低,模切冲型时胶带容易在刀模压力下移位,导致尺寸偏差或边缘溢胶;离型力太高,剥离时胶层可能被拉扯变形,甚至出现局部转移。实际加工中,建议要求供应商提供每批次离型力测试数据,尤其是无基材双面胶,胶层越薄,对离型力波动越敏感。
另外,注意胶层的耐温等级。模切摩擦生热或夏季运输车厢内温度可能超过60℃,如果胶层软化点低,流动性增加,粘连风险会显著上升。选型时,对于高温场景,优先选择丙烯酸体系、耐温80℃以上的胶种,如3M 468MP或467MP这类高内聚力胶膜。
模切件的边缘是否光滑、有无毛边和溢胶,直接决定运输中是否容易粘连。精密模切加工中,刀模间隙、压力、速度三个参数需要反复调试。间隙过大,胶层切不断,排废时拉扯出毛边;间隙过小,刀模磨损快,且容易压伤离型纸,导致剥离时胶层断裂。
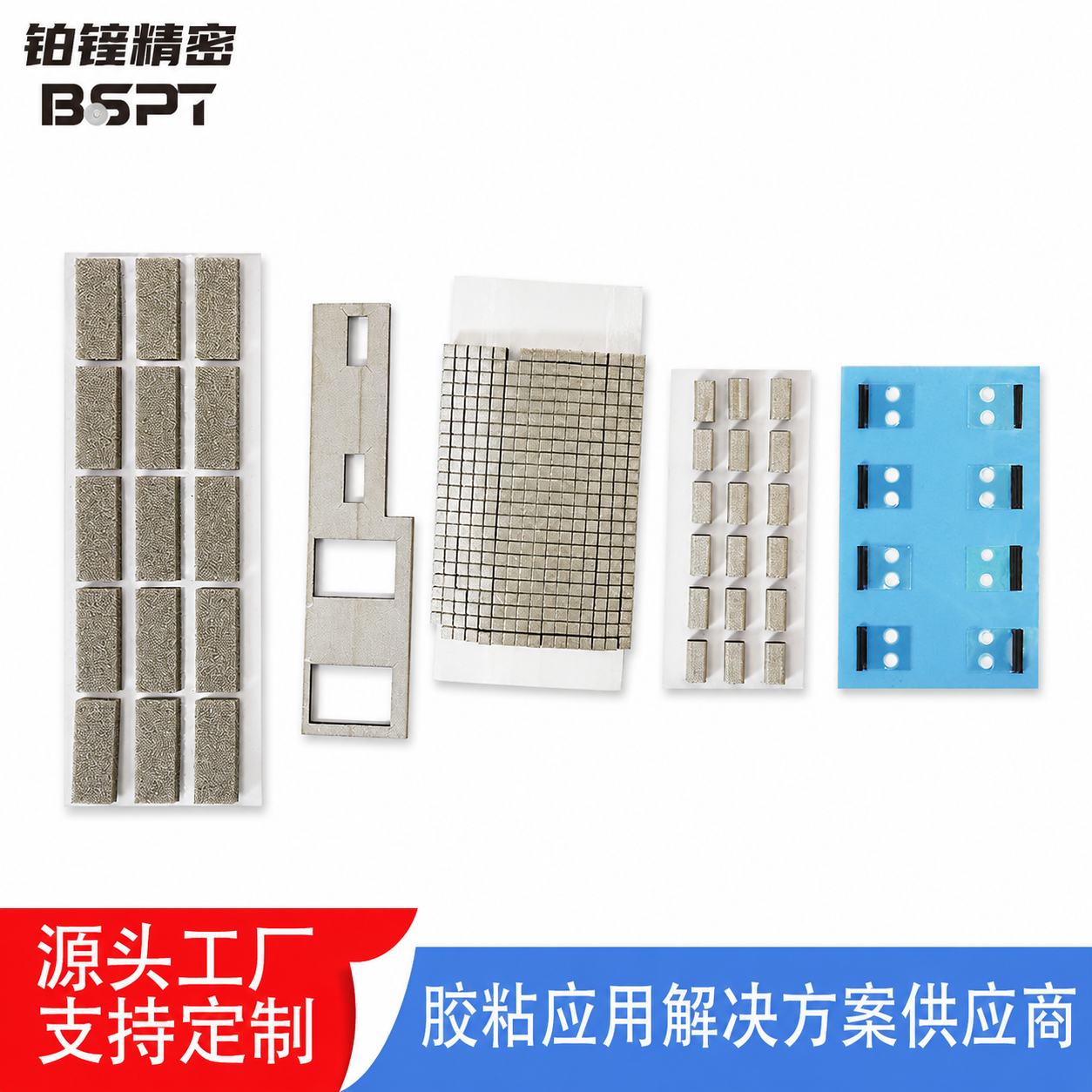
对于泡棉胶或VHB胶这类较厚材料,建议采用激光模切或CCD视觉定位模切,避免机械冲型时胶层变形。实际经验是:当模切公差要求≤±0.1mm时,必须使用硬质合金刀模,并每5000次检查刀口锋利度。边缘一旦出现连续毛边,立即停机调整。
排废是背胶冲型件最容易出问题的环节。排废方向选错,胶层会被拉扯变形,甚至出现局部卷曲。一般原则是:无基材胶膜从离型纸侧排废,有基材双面胶从胶面侧排废。排废速度也要控制,过快会导致胶层拉伸回弹,造成尺寸收缩。
检验时除了看尺寸,还要做剥离测试:随机抽取模切件,用手剥离离型纸,观察胶层是否完整、有无残留。如果剥离时胶层出现锯齿状断裂,说明内聚力不足,这批产品运输粘连风险高,需要换料或调整工艺。
背胶模切件在包装时必须使用防粘隔离纸或离型膜分隔每一层,不能直接堆叠。隔离纸的离型力应与原离型纸一致或略低,避免二次剥离时损伤胶层。堆叠高度建议不超过10层,并在每层之间加放透气隔板,防止压力集中。
运输环境控制同样关键。夏季运输时,车厢内温度可能超过50℃,如果胶层耐温不足,会软化粘连。建议在包装箱内放置温湿度记录仪,到货后先检查是否有粘连。对于高价值电子辅料,可要求供应商使用恒温车运输。
如果粘连不严重,可以尝试低温分离——将产品放入2-8℃冷藏30分钟,胶层变脆后轻轻剥离。但分离后胶层可能已受损,粘接力会下降,建议直接报废。严重粘连无法分离,只能重做。
是的。无基材双面胶只有胶层,没有PET或绵纸作为支撑,模切时胶层受冲击容易变形,边缘毛边和溢胶概率更高。运输时,胶层直接暴露,对离型纸的依赖更大。建议优先选用有基材的双面胶,或要求供应商做边缘涂层处理。
可以做一个简单的手持剥离测试:将模切件贴在标准钢板上,按ASTM D3330方法测试180°剥离力,同时观察剥离后胶层是否完整。如果剥离时胶层出现断裂或残留,说明内聚力不足。更准确的方法是要求供应商提供持粘力测试报告(如1kg负载下胶层位移量)。
边缘溢胶主要来自刀模压力过大或胶层软化。调整方向:一是降低模切压力,让刀模刚好切透胶层而不伤离型纸;二是控制模切环境温度在20-25℃,湿度40-60%,避免胶层过热变软。对于厚胶或软胶,建议使用双刀模工艺——先切胶层,再切离型纸,减少胶层挤压变形。
背胶模切件运输粘连不是单一因素造成的,而是材料、工艺和包装共同作用的结果。从来料确认离型力匹配,到模切时控制边缘质量,再到包装时使用隔离层,每一步都需要具体参数和检验手段来支撑。如果您的电子辅料模切件频繁出现运输粘连问题,建议先排查胶层内聚力和离型纸批次一致性,再优化模切工艺参数。铂铄精密技术(东莞)有限公司在精密模切加工方面有多年经验,可提供从选型到量产的技术支持。
相关推荐
产品推荐
服务热线