咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-09 12:11:33 人气:
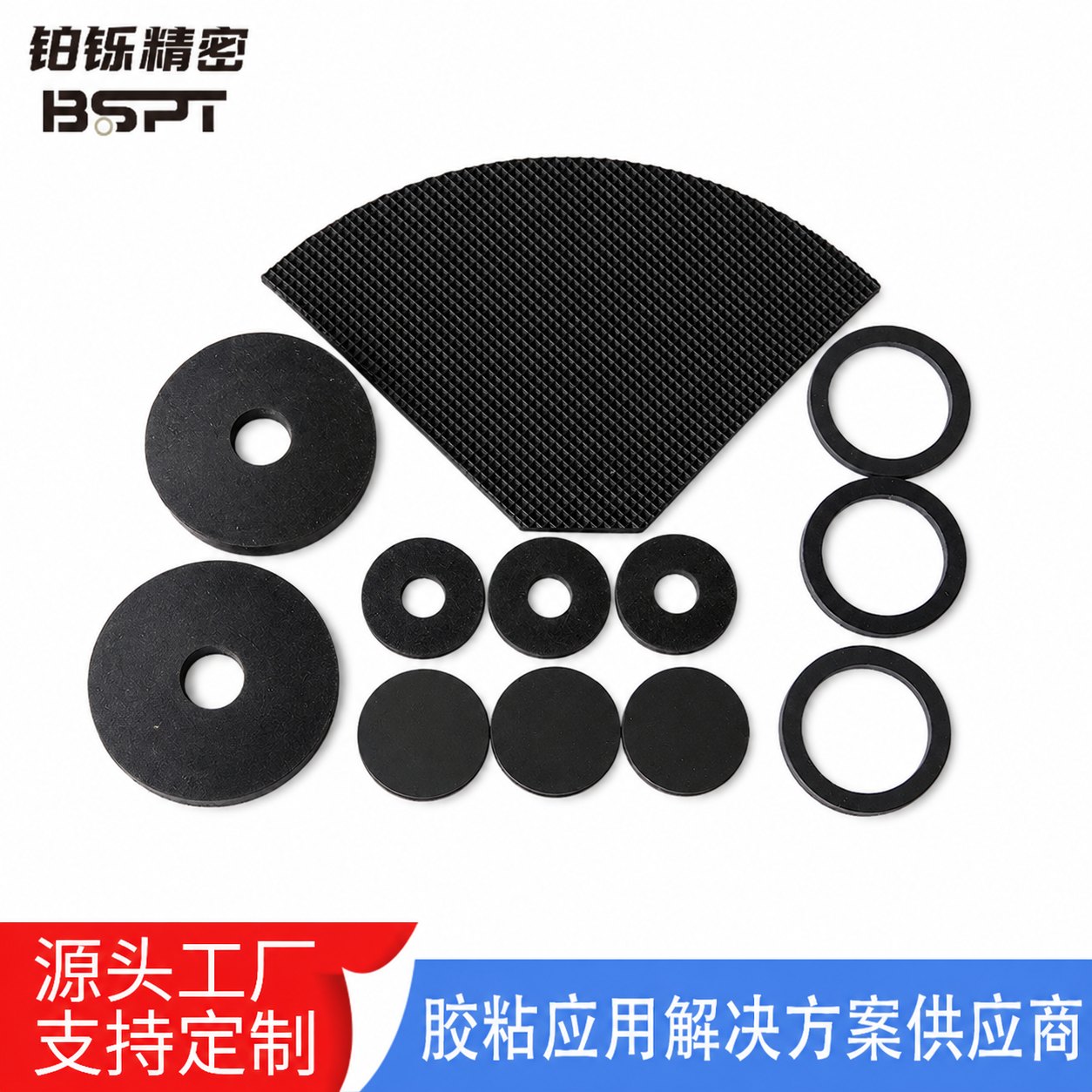
核心结论:广州电子辅料市场EVA脚垫冲切成型工艺正朝着高精度、高效率和低不良率方向发展,核心动态包括:采用精密模切冲型替代传统裁切,公差控制在±0.1mm以内;材料端更注重EVA泡棉的密度与回弹一致性;排废工艺优化成为提升批量稳定性的关键。选型与加工需重点关注基材厚度、胶层匹配及模具间隙调整。

广州作为珠三角电子制造核心区域,大量消费电子、智能家居和汽车电子企业需要EVA脚垫用于缓冲、防震、密封或定位。传统手工裁切或简单冲压已无法满足高精度装配要求,尤其在自动化贴合产线上,脚垫尺寸偏差或背胶位置偏移会导致停机或产品报废。因此,了解最新冲切成型工艺动态,能帮助采购和工程师在选型、打样和量产阶段减少试错成本,提升供应链效率。
EVA脚垫冲切成型工艺的优劣主要取决于以下判断点:
1. 材料密度与回弹率:EVA泡棉密度通常在40-120kg/m³之间,密度越高,压缩变形越小,但缓冲性能下降。冲切成型后,材料回弹率需控制在±2%以内,否则会影响装配间隙。建议根据应用压力选择合适密度,例如轻载防震用低密度(40-60kg/m³),重载定位用中高密度(80-100kg/m³)。
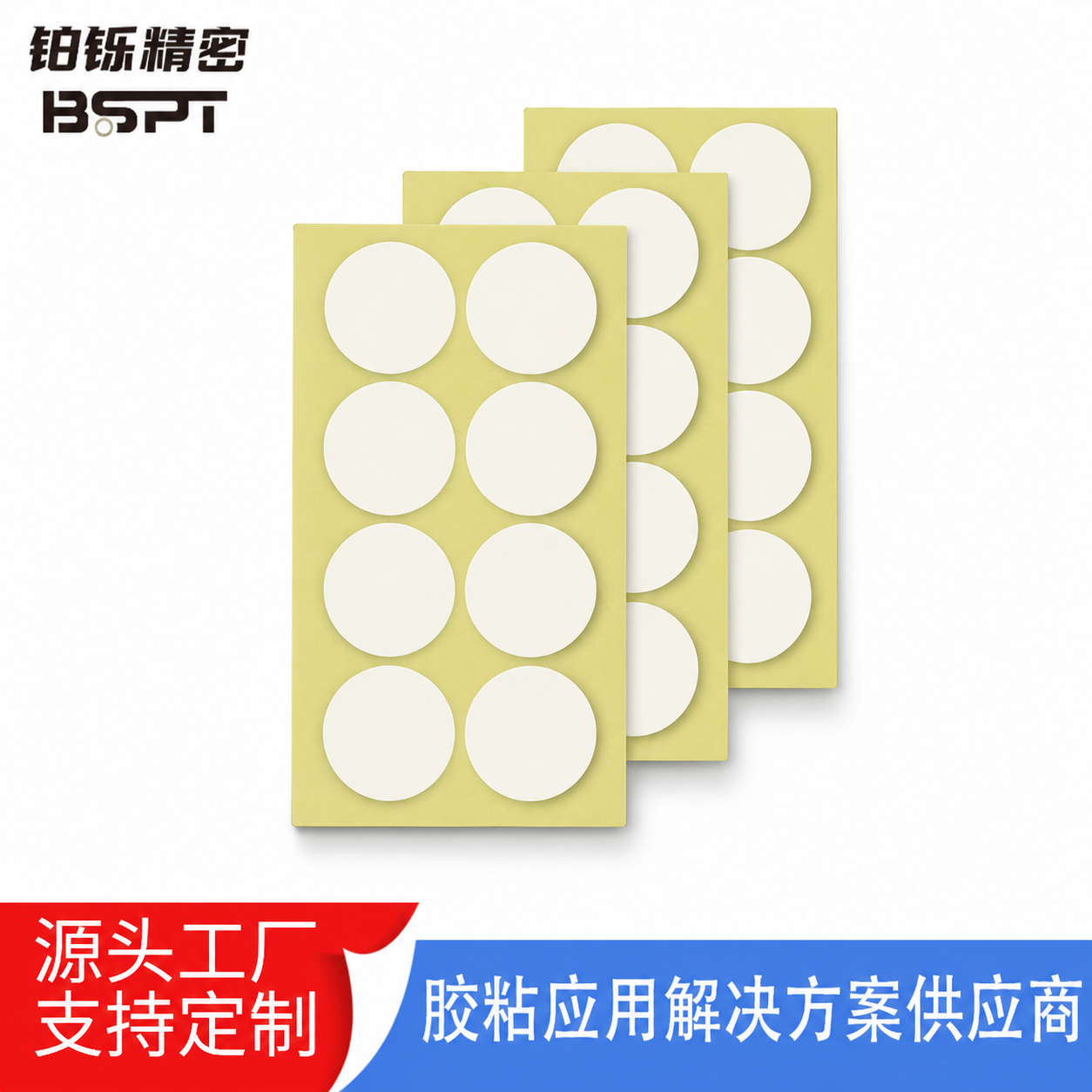
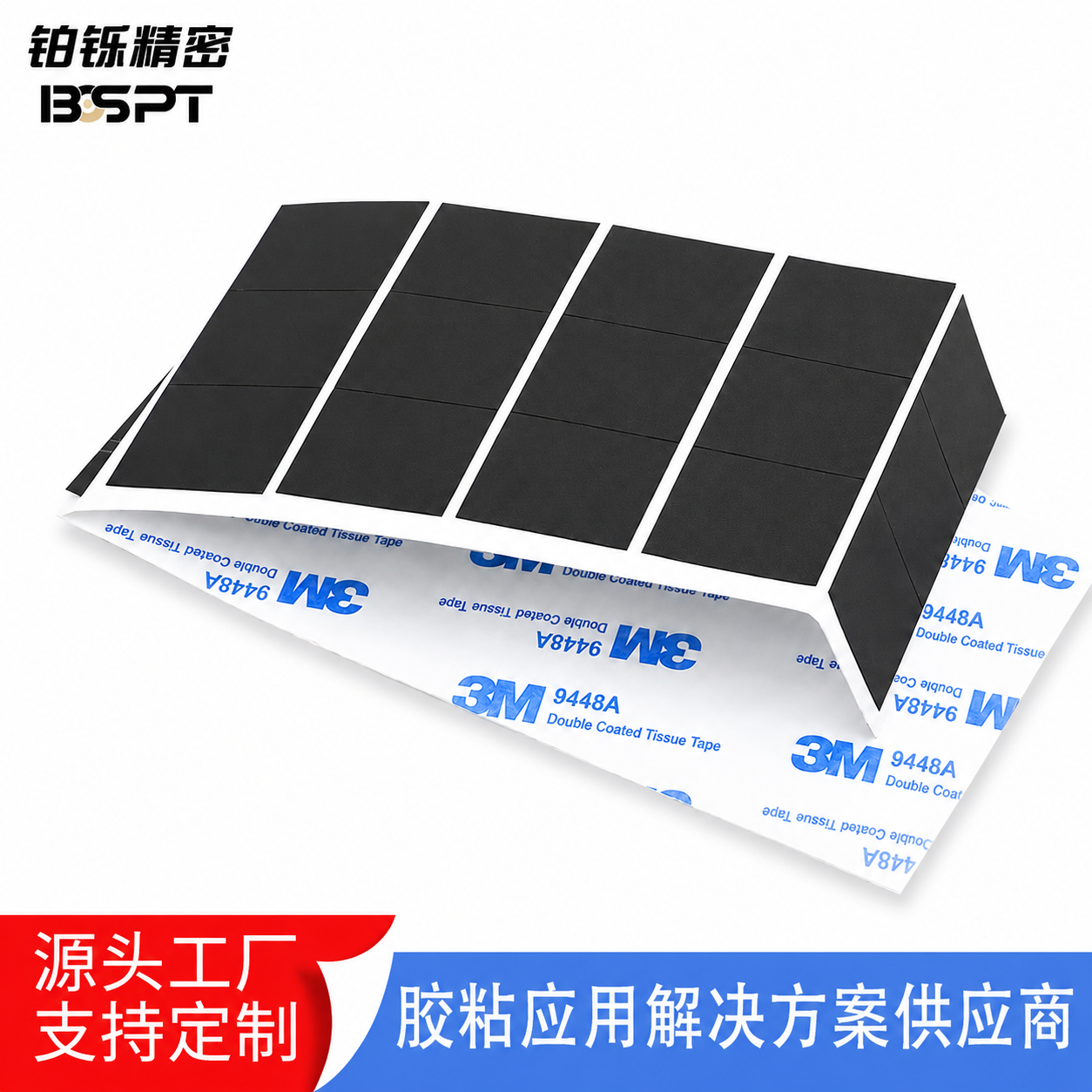
2. 胶层匹配与离型纸选择:EVA脚垫常用双面胶背胶,胶层厚度(0.05-0.15mm)和初粘力需与EVA表面能匹配。离型纸或离型膜的剥离力应适中,太紧会导致排废时脚垫变形,太松则易在模切时移位。建议采用格拉辛离型纸或PET离型膜,离型力控制在5-15g/25mm。
3. 模具设计与冲型公差:精密模切冲型通常采用激光切割或五金模具。激光切割适合小批量、复杂形状,但边缘可能有碳化痕迹;五金模具适合大批量,公差可达±0.05mm,但模具成本高。广州市场趋势是优先使用五金模具配合自动排废,以提升效率。
4. 排废稳定性:EVA脚垫冲型后,废料与产品分离是否干净直接影响后续贴合。常见排废方式包括顶针排废、吹气排废和吸废辊。动态显示,采用顶针+吹气组合排废,不良率可降低至0.5%以下。
EVA脚垫冲切成型工艺广泛应用于以下场景:
在EVA脚垫冲切成型加工中,以下细节直接影响成品质量:
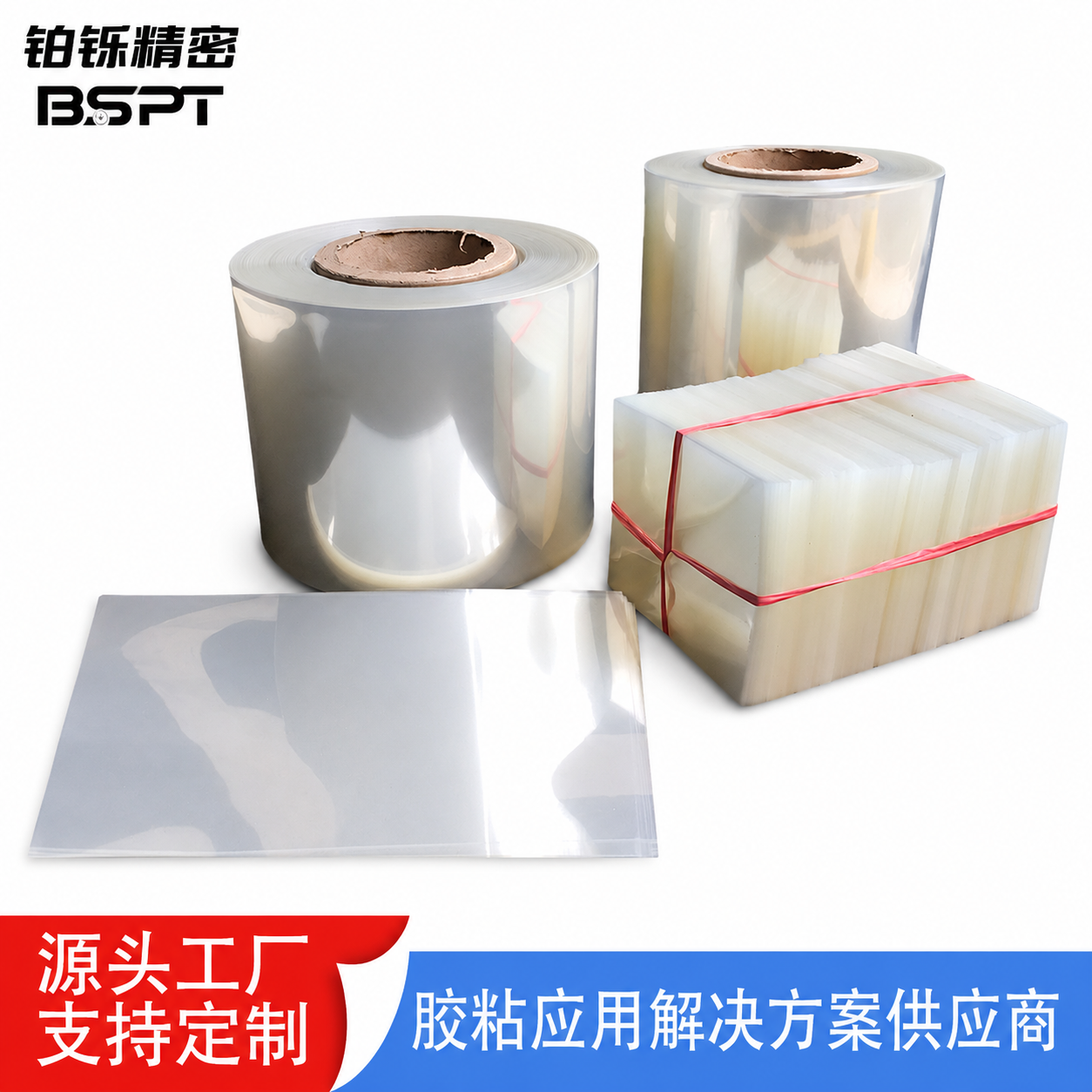
1. 复卷与分切:EVA泡棉在复卷时需控制张力,避免材料拉伸变形。分切宽度公差应≤±0.3mm,否则后续模切定位不准。建议使用伺服控制的分切机,并定期校准刀片。
2. 模切压力与间隙:EVA材料较软,模切压力过大会导致压痕或胶层溢出,压力过小则切不断。模具间隙建议为材料厚度的5%-10%,例如1mm厚EVA,间隙设为0.05-0.1mm。
3. 排废与清洁:排废后需检查脚垫边缘是否有残留胶丝或碎屑,可采用静电消除器或气枪清理。批量生产中,每1000pcs需抽检尺寸和背胶附着力。
4. 环境温湿度:EVA对温度敏感,加工环境建议控制在20-25℃,湿度40%-60%。高温高湿会导致材料回弹率变化,影响冲型精度。
答案:主要原因包括:材料回弹率未校准(需预压24小时后再冲型)、模具磨损导致间隙变大、或模切压力不稳定。建议每批次材料先做尺寸验证,并定期检查模具。
答案:这通常是离型纸剥离力过大或胶层初粘力过强导致。可换用低离型力离型膜(如PET离型膜,离型力3-8g/25mm),或调整排废角度(建议30-45度)。
答案:毛边多因模具刃口钝化或材料硬度不均。建议使用钨钢模具,刃口角度控制在15-20度,并在冲型前检查EVA泡棉的硬度波动(邵氏硬度偏差应≤±2度)。
答案:需提供:脚垫尺寸图(含公差要求)、EVA密度或硬度要求、背胶类型(如3M双面胶或油胶)、厚度、使用环境温度、是否需阻燃、以及预期批量。这些参数直接影响模具设计和工艺选择。
答案:冲型模具前期成本较高(约500-2000元/副),但批量生产时单片成本可降低30%-50%,且精度和一致性远优于裁切。对于年用量超过10万pcs的项目,推荐采用冲型工艺。
广州电子辅料市场对EVA脚垫冲切成型工艺的要求正从“能切出来”转向“切得准、排得净、贴得稳”。选型时需综合材料密度、胶层匹配和模具设计,加工中重点控制回弹、排废和公差。铂铄精密技术(东莞)有限公司在EVA泡棉材料配套、双面胶原材料复卷分切及精密模切冲型方面积累了丰富经验,能根据客户应用场景提供从材料选型到量产加工的一体化方案,帮助缩短打样周期并降低批量不良率。
相关推荐
产品推荐
服务热线