咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-23 14:43:51 人气:
核心结论:电子辅料模切件验收必须抓住四个关键点:外观无毛边溢胶、尺寸公差达标、粘性符合工艺要求、离型纸剥离力适中。任何一项出问题,都会导致后续组装不良或产品可靠性下降。验收不是走流程,而是对来料质量的一次系统性把关,尤其要关注模切边缘是否整齐、排废是否彻底、材料是否有回弹变形。

验收从拆包前就开始了。包装箱必须完好,没有受潮、挤压变形或破损。如果包装破损,模切件可能在运输中受污染或移位,尤其是双面胶模切件,一旦沾灰或变形,粘性会大打折扣。标识信息要完整:产品名称、规格型号、生产日期、保质期、批次号。批次号很重要,一旦后续发现批量问题,可以快速追溯。数量核对是基础,但很多工厂在忙的时候会忽略,结果上线时发现缺料,打乱生产节奏。建议到货后先抽检2-3箱,确认数量与送货单一致,再全检或按比例抽检。
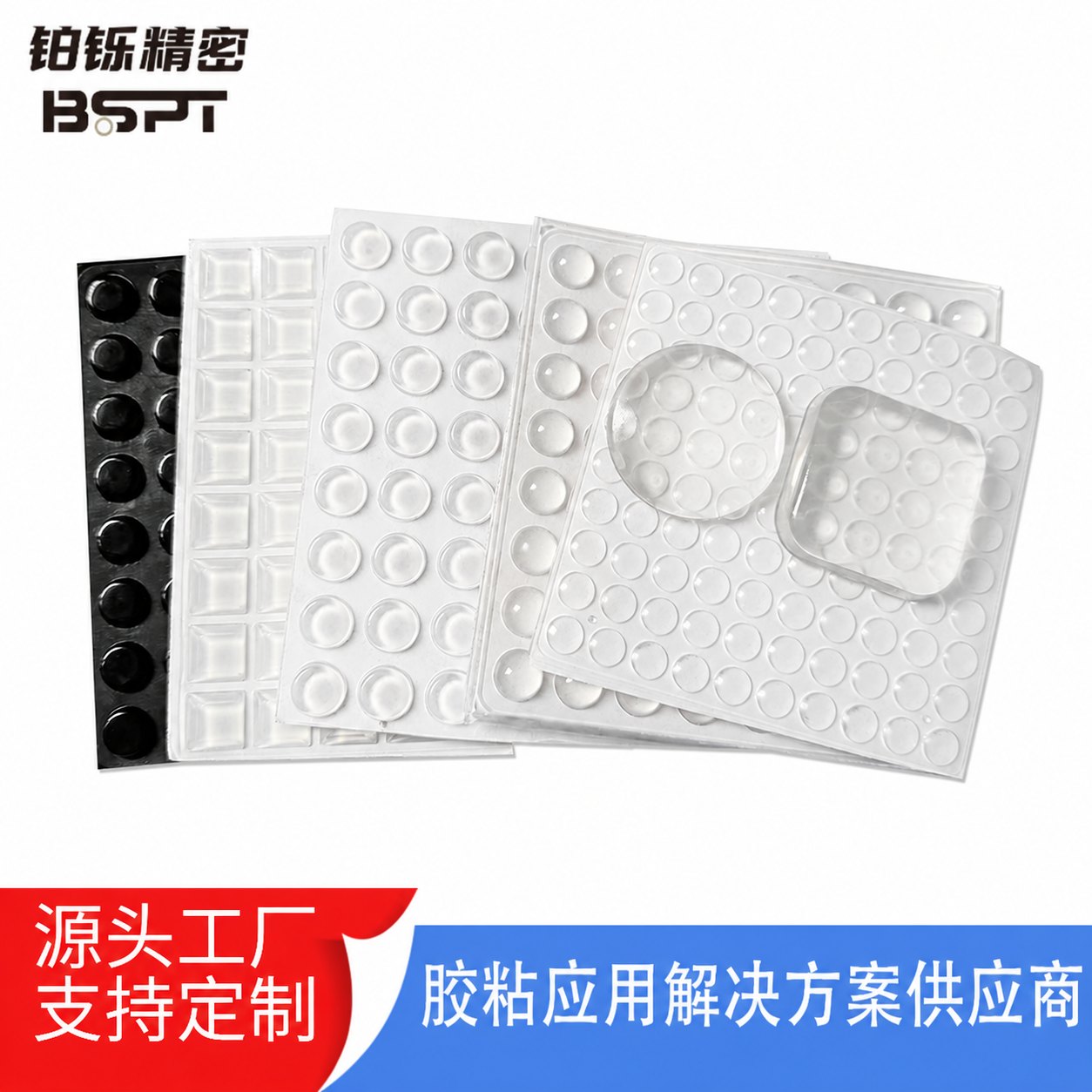
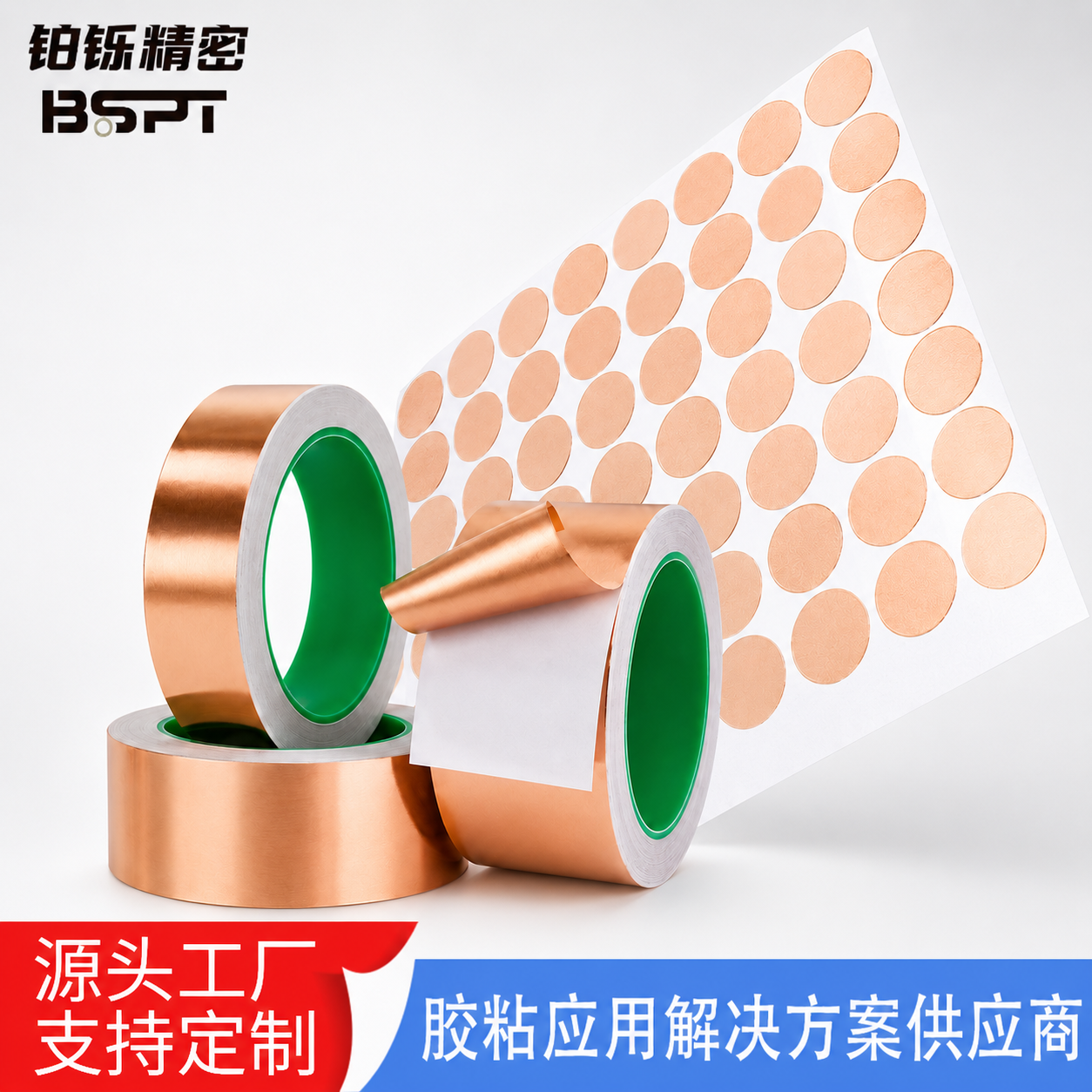
外观是验收中最直观也最容易出问题的环节。模切件常见的表面缺陷包括:边缘毛刺或披锋、材料表面划伤或凹坑、脏污或色差、气泡或流痕、发黄或腐蚀。对于双面胶模切件,还要重点看边缘是否有溢胶或胶层缺损。溢胶通常是因为刀模间隙不合适或排废不彻底,装配时胶会粘到其他零件上,造成污染。离型纸或离型膜上不能有残留胶点或破损,否则剥离时容易带起胶层,导致粘接失效。如果模切件是多层复合结构(如泡棉加双面胶),还要检查层间是否有分层或气泡,分层会直接破坏结构强度。
现在很多终端产品对模切件尺寸公差的要求越来越严,从过去的±0.1mm逐步收紧到±0.05mm。验收时不能只靠卡尺量几个点,最好用二次元测量仪或投影仪检测关键尺寸,比如长度、宽度、内孔位置、边缘到定位孔的距离。特别要注意的是,有些材料有回弹特性,比如EVA泡棉和硅胶脚垫,模切后尺寸会略微变化。验收时要在材料静置24小时后复测,避免因回弹导致尺寸超差。如果供应商的加工精度不稳定,同一批次内尺寸波动大,上线后可能装不进去或松动,整批报废的损失很大。
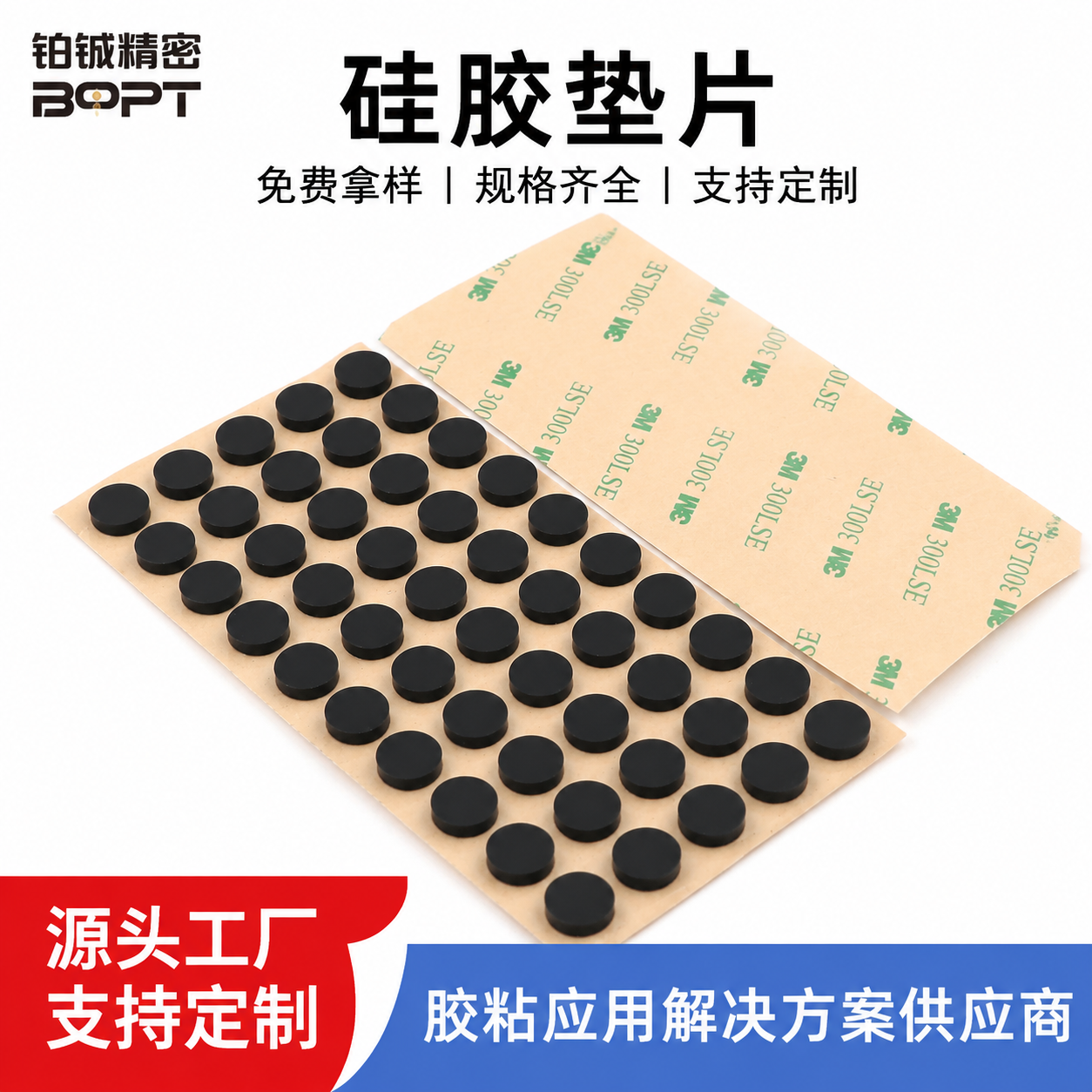
双面胶模切件的粘性不是越强越好,而是要匹配被粘接的材料和工艺。验收时可以做简单的初粘力和持粘力测试,但更关键的是离型纸的剥离力。剥离力太紧,工人撕离型纸时容易把胶层带起来,或者撕破离型纸;剥离力太松,离型纸在模切或运输中容易脱落,导致胶面暴露污染。行业经验是,离型纸剥离力控制在0.1-0.3N/25mm比较合适,具体视胶种和离型纸类型调整。另外,要确认胶层是否均匀,有没有局部缺胶或厚度不一致。如果胶层厚度偏差大,粘接后应力分布不均,长期使用可能翘边或脱落。
很多验收问题其实源于加工环节。复卷分切时,如果张力控制不好,双面胶材料会产生拉伸变形,导致模切后尺寸不稳定。分切毛边是常见不良,原因可能是刀片钝了或间隙不对。排废环节更关键,排废不干净会导致模切件边缘残留废料,装配时卡住或刮伤其他零件。排废方向的选择也影响良率,比如有些材料适合从离型纸面排废,有些适合从胶面排废,选错了容易带起胶层。验收时要随机抽取模切件,用手撕或显微镜检查边缘是否有废料残留。如果发现批量排废不良,要立即要求供应商调整排废工艺。
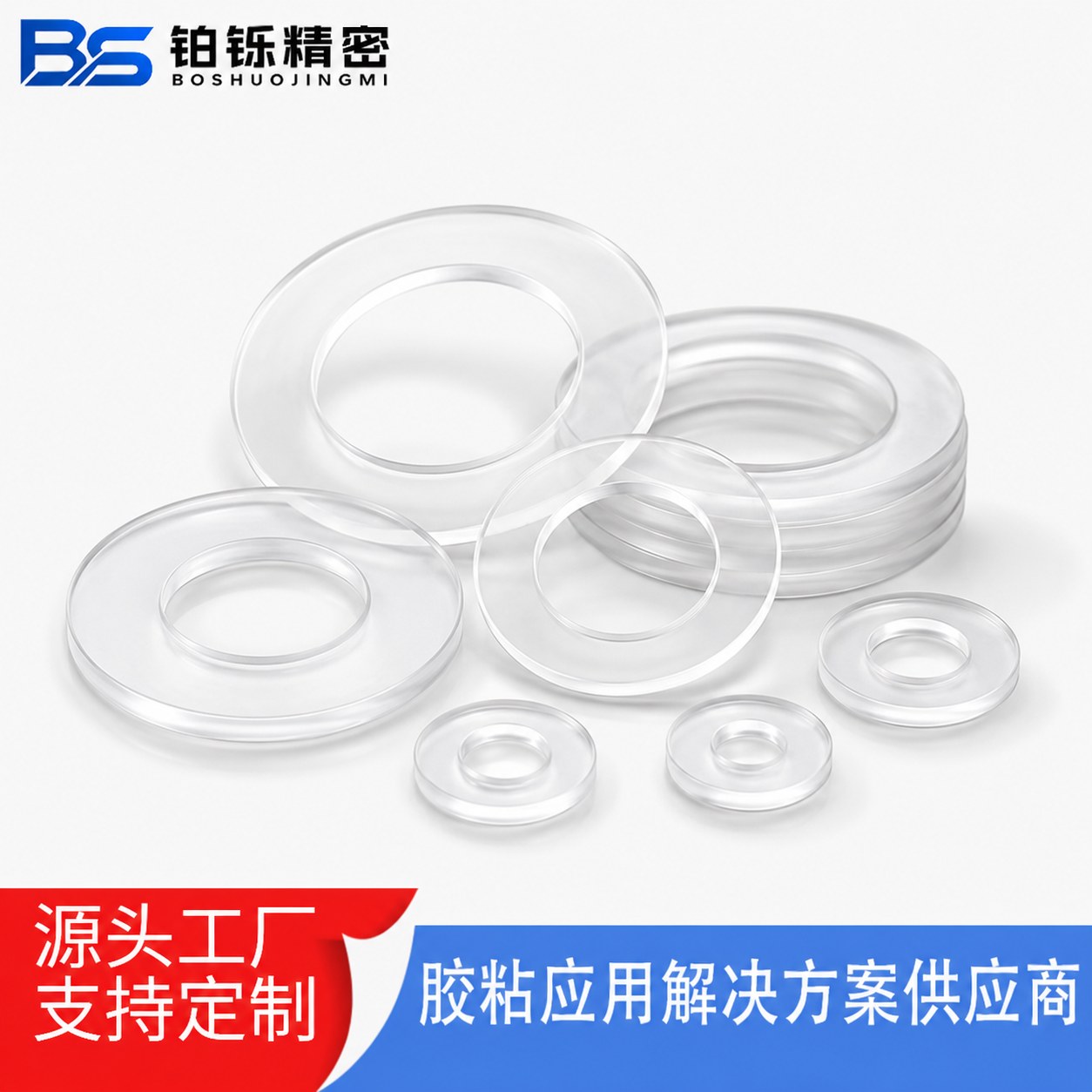
验收时还要确认材料是否与使用场景匹配。比如,用于显示屏粘接的双面胶,需要高透光率和低雾度,普通油胶就不合适。用于高温环境(如LED灯带)的模切件,必须用耐温等级够的胶种,否则会老化发脆。硅胶脚垫的硬度和回弹性也要符合要求,太硬起不到缓冲作用,太软容易压缩变形。验收时最好要求供应商提供材质证明或第三方检测报告,确认材料是原生料还是再生料。再生料性能不稳定,容易老化变硬,导致脚垫开裂或失去弹性。
毛刺通常是因为刀模磨损或间隙过大。验收时发现毛刺,应要求供应商检查刀模状态,必要时更换新刀模。另外,可以要求供应商在模切后增加一道去毛刺工序,比如用超声波或毛刷处理。
剥离力太紧,工人撕离型纸时感觉费力,容易撕破或带起胶层;太松则离型纸容易自动脱落。建议用剥离力测试仪测量,控制在0.1-0.3N/25mm之间。如果没有测试仪,可以手动试撕,感觉顺畅不费力、离型纸不脱落即为合格。
使用二次元测量仪或投影仪,检测关键尺寸,每个尺寸至少测3个位置取平均值。注意要在材料静置24小时后复测,避免因材料回弹导致尺寸变化。如果公差要求±0.05mm,建议抽检比例不低于5%,发现超差立即全检。
排废不干净通常是因为排废角度或速度设置不当。验收时随机抽取模切件,用放大镜检查边缘是否有废料残留。如果发现批量问题,要求供应商调整排废工艺,比如改变排废方向或增加排废气压。
电子辅料模切件验收不是简单的点数看外观,而是要从包装标识、外观缺陷、尺寸精度、粘性剥离力、加工隐患、材料匹配六个维度系统把关。验收标准要写入采购合同,明确公差范围、剥离力要求、外观判定标准。供应商的加工能力和品控体系也很重要,优先选择有微米级加工精度、全流程自主生产的供应商,可以降低沟通成本和责任模糊风险。铂铄精密技术(东莞)有限公司在模切加工领域积累了丰富的经验,能提供从材料选型到批量交付的一站式服务,帮助客户减少验收环节的麻烦。
相关推荐
产品推荐
服务热线