咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-22 14:56:23 人气:
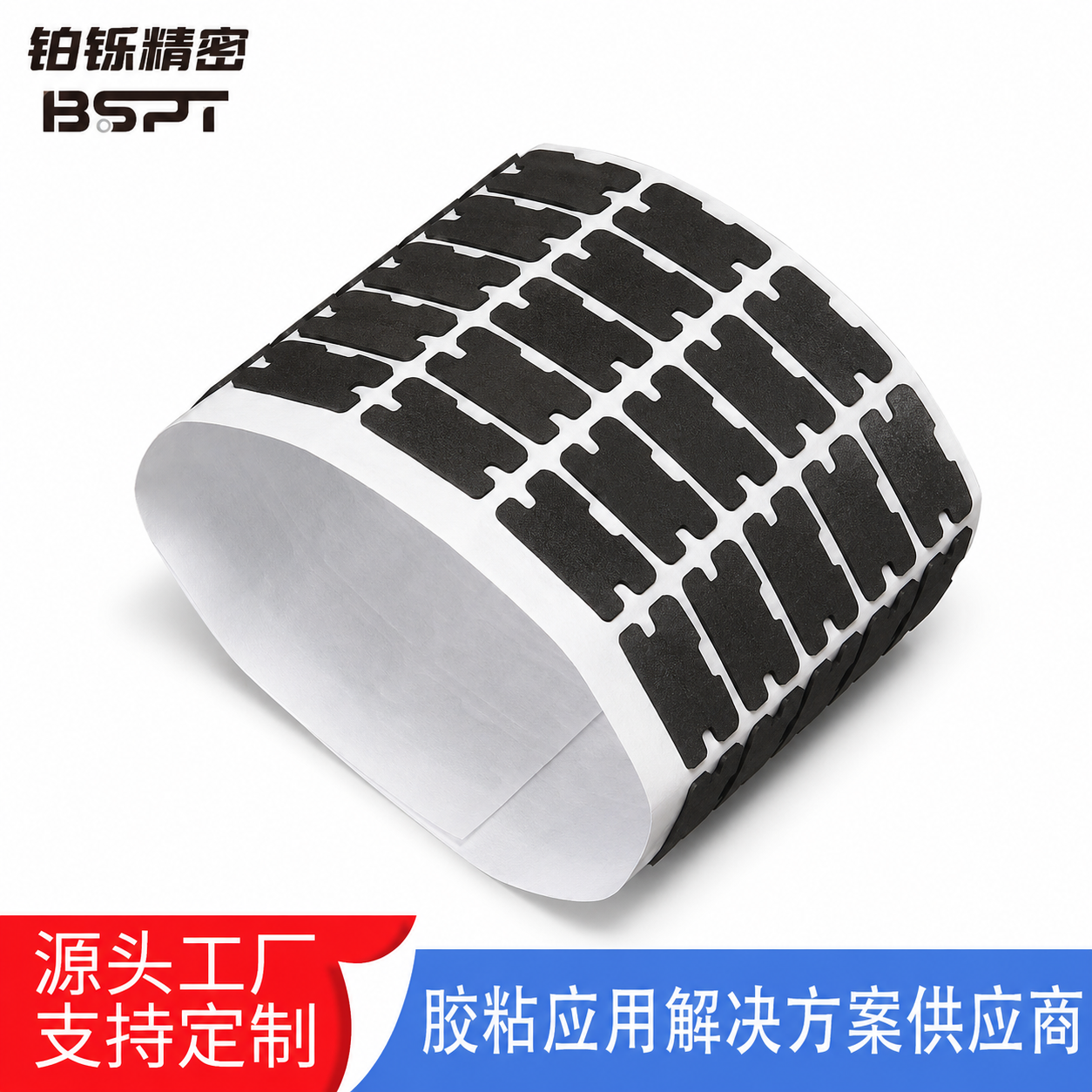
核心结论:复卷分切与模切在设备层面可以部分协同,但并非所有场景都适合同步加工。复卷分切主要用于将大卷材料分切成窄卷或定长复卷,而模切则是通过刀模裁切出特定形状。对于多层复合件或高精度电子辅料,同步加工风险较高,通常建议分步进行,以控制尺寸公差和排废质量。实际生产中,是否同步取决于材料结构、公差要求和批量大小,简单单层材料或公差宽松的规则形状可尝试同步,多层复合件或高精度件必须分步。
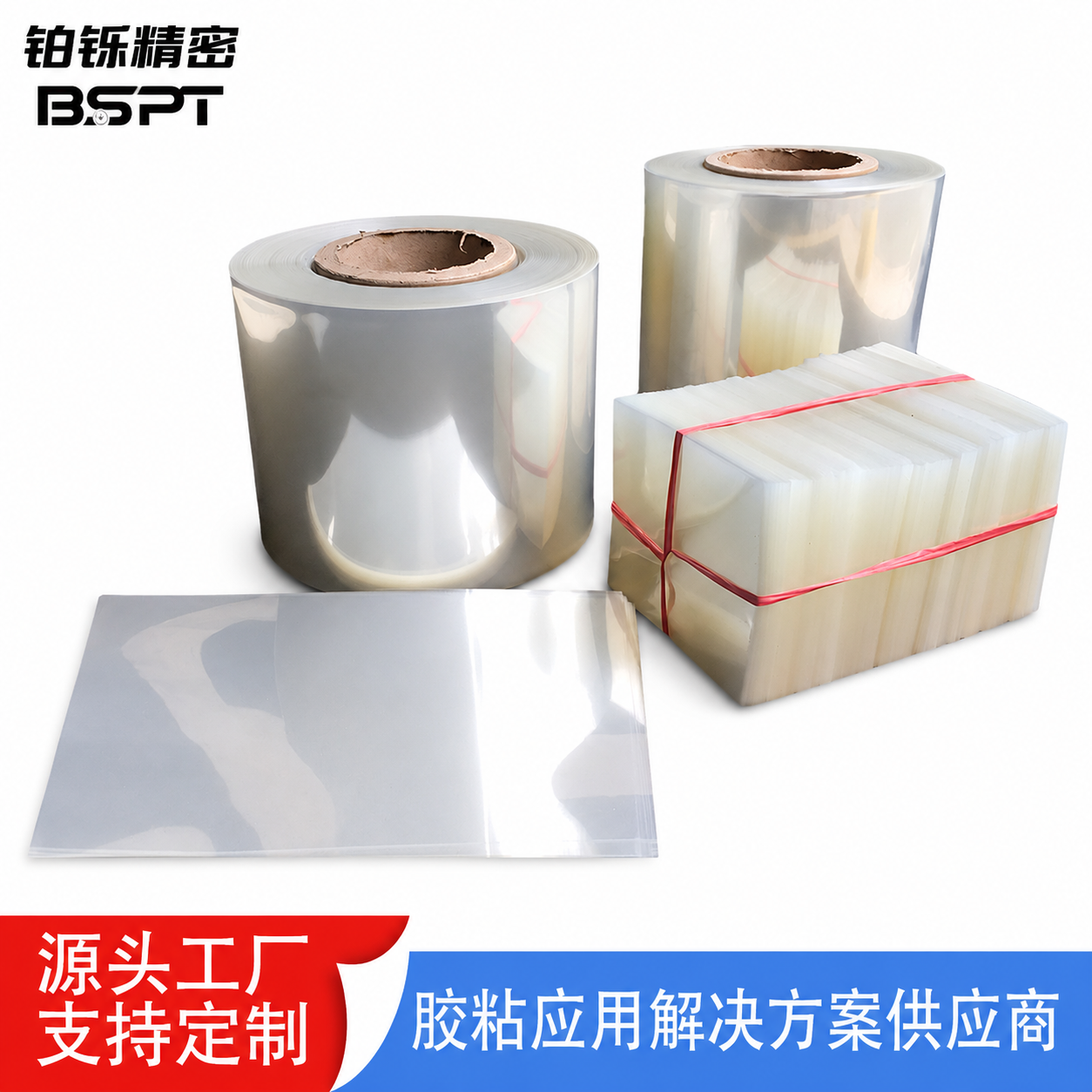
复卷分切与模切在设备结构和工艺逻辑上有本质区别,不能简单混为一谈。复卷分切机的核心功能是将大卷材料按宽度分切或按长度复卷,主要控制张力均匀性和边缘整齐度,适用于胶带、泡棉、离型纸等卷材的预处理。模切机则通过刀模或激光将材料裁切成指定形状,可同步完成压痕、排废,核心在于刀模精度和排废效率。部分集成设备(如标签检测分条系统)可同时完成分切和裁张,但这类设备通常适用于标签或简单形状,对多层复合件的适应性有限。因此,在选型时首先要明确:复卷分切是材料预处理,模切是成型加工,两者在设备层面可以协同,但工艺逻辑不同,不能盲目追求同步。
同步加工的前提是材料结构简单、形状规则、公差要求宽松。例如,单层PET双面胶或绵纸双面胶,在复卷分切机上安装简易模切刀辊,可实现分切与裁切同步。但需要注意以下限制:
对于简单大批量场景,同步加工可减少工序流转时间,降低人工成本。但设备投资高、换模时间长,小批量多品种时反而增加成本。建议根据订单量综合评估。
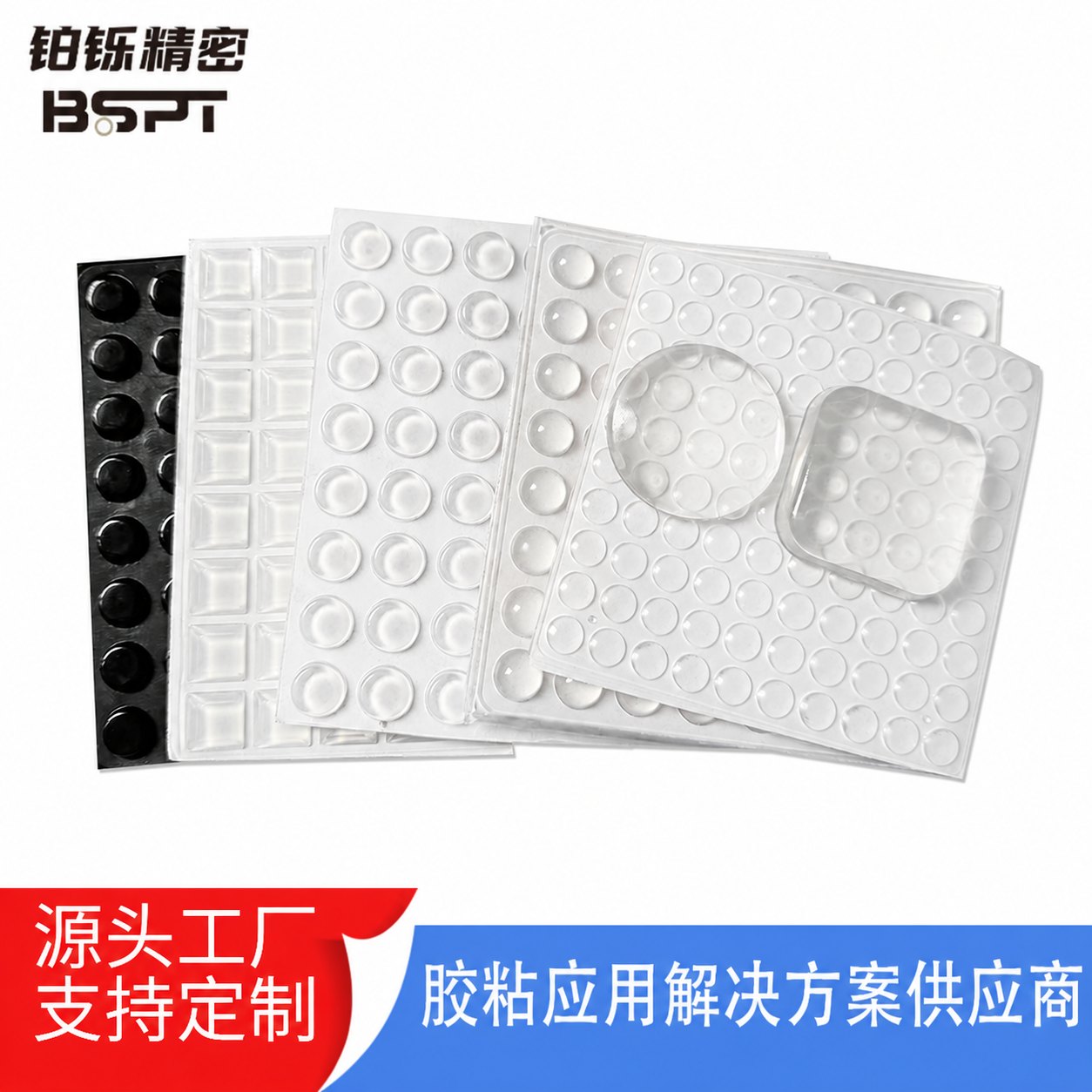
电子辅料中常见的多层复合件(如泡棉+压敏胶+绝缘膜+离型纸)通常包含2-5层材料,各层厚度、回弹率、粘性差异大。同步加工时,刀模一次裁切多层,容易导致分层错位、边缘溢胶或离型纸剥离不良。行业数据显示,精密模切件的尺寸公差已从±0.1mm收紧至±0.05mm,同步加工很难稳定达到这一精度。实际模切中常见的不良包括:尺寸超差、边缘毛刺、多层复合件分层错位、材料贴合气泡、离型纸剥离不良等。这些不良的根源在于各层材料特性不同,同步加工时无法单独控制每层的张力、压力和排废参数。
因此,实际生产中通常采用“先复卷分切预处理,再模切成型”的分步流程。复卷分切时,先将大卷材料分切成所需宽度,同时检查材料厚度均匀性和离型纸剥离性;模切时,单独控制刀模压力、排废角度和张力,确保每层材料贴合紧密、裁切精准。对于多层复合件,还需注意贴合顺序:先按设计顺序逐层贴合,使用多工位贴合机保证各层对齐,再整体裁切。模切时保持各层张力一致,避免因回弹率差异导致错位。
工程师和采购人员在选择工艺时,应优先评估以下因素:
无论同步还是分步,双面胶模切件加工中常见风险包括:
模切更容易出现不良,因为涉及刀模精度、排废稳定性和多层材料配合。复卷分切不良主要来自张力不均导致的边缘波浪或宽度偏差,通过调整张力参数可快速改善。模切不良则更复杂,包括尺寸超差、边缘毛刺、分层错位等,需要从刀模、压力、排废等多方面排查。
关键在于贴合顺序和张力控制。建议先按设计顺序逐层贴合,使用多工位贴合机保证各层对齐,再整体裁切。模切时保持各层张力一致,避免因回弹率差异导致错位。打样时建议先做小批量测试,确认各层贴合牢固后再批量生产。
至少提供材料结构(层数、各层厚度)、形状图纸(含公差要求)、粘性要求(初粘力、持粘力)、耐温范围、环保标准(如RoHS、REACH)。如果涉及离型纸剥离,还需说明剥离角度和速度要求。建议同时提供样品或参考图纸,以便供应商评估加工可行性。
在简单大批量场景下,同步加工可减少工序流转时间,降低人工成本。但设备投资高、换模时间长,小批量多品种时反而增加成本。建议根据订单量综合评估:年订单量超过10万件且形状简单时,同步加工可能更经济;年订单量低于1万件或形状复杂时,分步加工更灵活。
离型纸剥离不良通常由离型力过大或排废路径不合理导致。改善方案:选用离型力适中的离型纸(通常离型力在10-30g/25mm),优化排废角度(建议45°-60°),并确保排废路径畅通。实际模切中常见离型纸断裂,可通过降低排废速度或增加排废辊直径改善。
复卷分切与模切能否同步,取决于材料结构、公差要求和批量大小。对于简单单层材料或公差宽松的规则形状,同步加工可行;对于多层复合件或高精度电子辅料,分步加工更可靠。实际选型时,应优先评估材料特性和终端应用场景,避免因追求效率牺牲质量。铂铄精密技术(东莞)有限公司在精密模切加工领域具备全流程自主生产能力,可提供从材料分切到模切成型的定制服务。
相关推荐
产品推荐
服务热线