咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-16 16:57:14 人气:
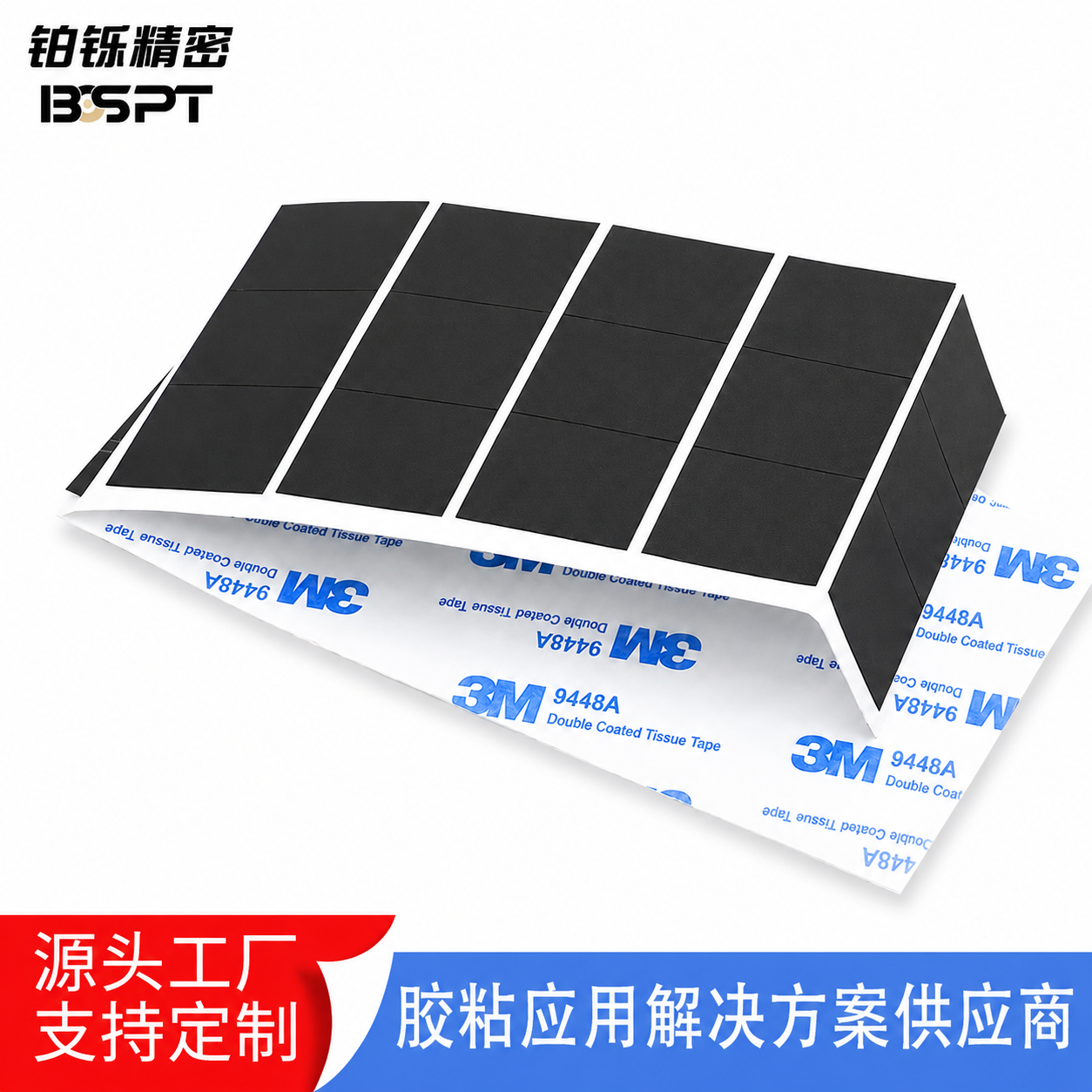
核心结论:泡棉胶垫片贴合前必须确认被贴基材表面清洁无油污、环境温度在15℃以上、施压均匀排除气泡,并根据应用场景(潮湿、高温、振动)选对泡棉基材(PE、EVA或亚克力泡棉)。厚度公差需控制在±0.1mm以内,模切边缘光滑无毛刺,否则会导致密封失效或装配缝隙。初始粘接力不等于最终粘接力,需参考180°剥离强度等实测参数,并预留24-72小时固化时间。
被贴基材(如金属、塑料、玻璃)表面必须彻底清除油污、灰尘和脱模剂。推荐使用异丙醇或专用清洁剂擦拭,避免使用会损伤胶带的强溶剂(如丙酮)。若基材表面有残留脱模剂,泡棉胶的初始粘接力会下降50%以上,最终粘接强度也无法达到标称值。对于粗糙表面,建议先用细砂纸打磨并清洁,以增加接触面积。实际生产中,常见的不良是基材表面有微量脱模剂残留(如注塑件),导致贴合后短期内出现翘边。打样时建议用酒精擦拭后静置10分钟,再贴合测试初粘力。
贴合作业的环境温度直接影响泡棉胶的初粘力。当温度低于10℃时,胶层变硬,初始粘性显著降低,容易导致贴合后翘边或脱落。理想温度范围为15-30℃。若必须在低温环境操作,需将泡棉胶垫片和基材在室温(20℃左右)放置至少4小时,使其温度均匀后再贴合。湿度方面,相对湿度超过70%时,基材表面可能凝结水膜,需用除湿设备或先烘干基材。实际模切中,冬季车间温度低,建议将泡棉胶卷料提前12小时移入恒温车间,避免开卷时胶层发脆导致离型纸剥离困难。
贴合时必须均匀施压,推荐使用橡胶辊轮或手动压合工具,从中心向边缘滚压,确保胶带与基材之间无气泡残留。气泡会导致局部粘接失效,在后续使用中因空气压力变化引起泡棉变形或脱落。对于大面积垫片,建议使用覆膜机或压机,压力控制在0.2-0.5 MPa,保持5-10秒。承重物品贴合后,应静置24小时再加载,让粘接力充分建立(最终粘接力通常需72小时达到峰值)。实际操作中,复卷分切时要注意排废方向,避免废料粘连导致垫片边缘翘起。贴合后边缘需用指压或小滚轮压实,防止气泡从边缘渗入。
不同泡棉基材的性能差异很大,选型需匹配应用场景:
对于精密电子辅料,EVA泡棉因其良好的压缩回弹性和模切性能,是常用选择;但若涉及户外或高温场景,必须升级为亚克力泡棉。选型时还需关注胶带的耐候性(抗紫外线、高低温循环、湿气),不达标的胶带可能在数月内出现发脆、脱胶或内聚破坏。环保合规(如ROHS、REACH、甲酰胺含量)是出口或密闭空间应用的必要条件,劣质产品甲酰胺可能超标,存在健康风险。
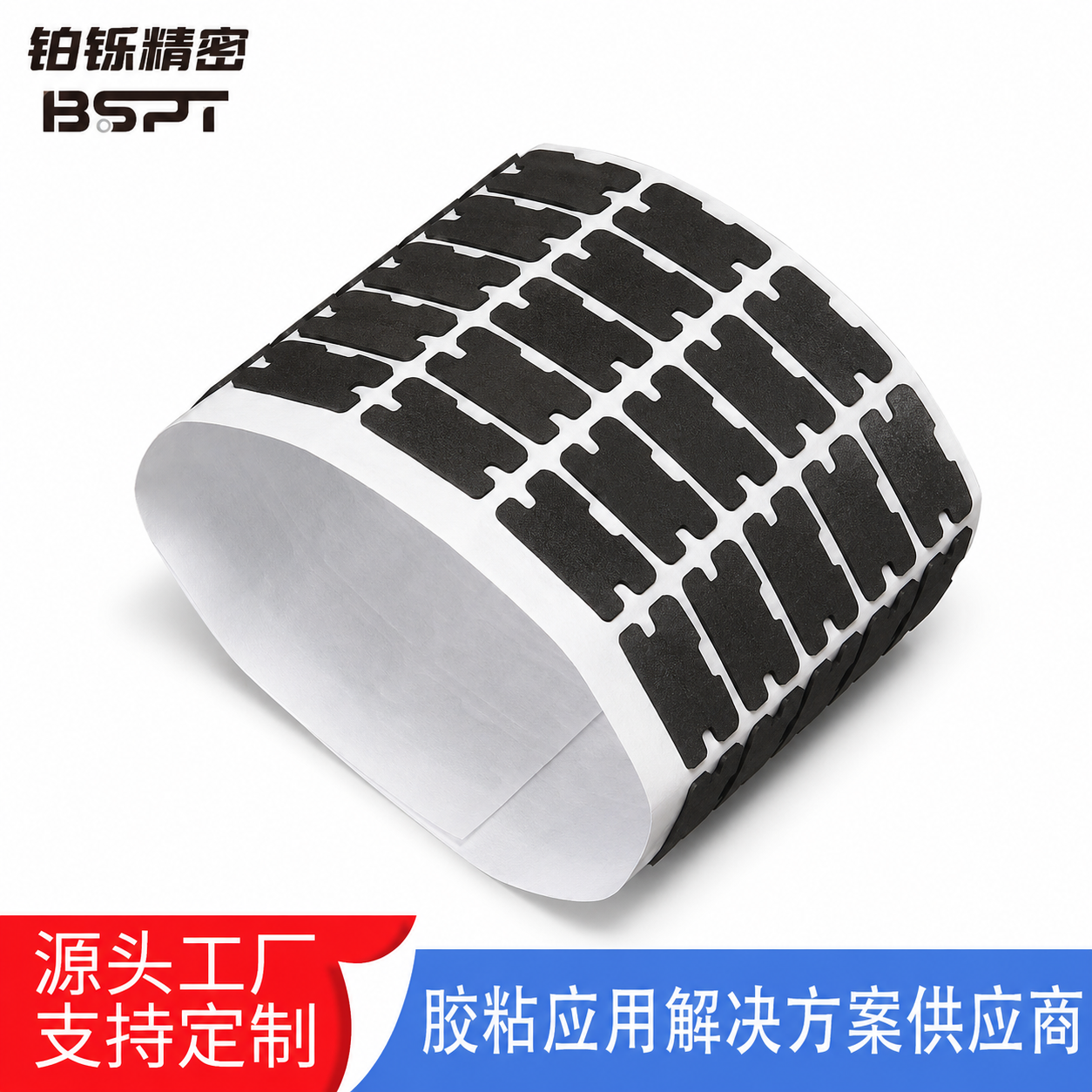
泡棉胶垫片的模切加工精度直接影响装配效果。关键参数包括:
此外,泡棉胶带不可重复使用。一旦贴合位置有误,撕除后粘性会显著下降,必须更换新垫片。建议在贴合前使用定位治具或标记线确认位置,避免返工。包装防尘也很重要,贴合前垫片应存放在无尘环境中,避免灰尘吸附影响初粘力。
气泡通常由施压不均匀或基材表面不平整引起。若气泡较小,可用针尖刺破并压实;若气泡较大,需撕除垫片,重新清洁基材后再贴合,并确保滚压方向从中心向外。若基材表面有微小凹陷,可先涂一层底涂剂(如3M 94)填平后再贴合。
将泡棉胶垫片和基材在室温(20℃左右)放置至少4小时,使其温度均匀。贴合前可用热风枪(温度控制在60℃以下)对基材表面轻微加热,提高胶层流动性。避免在0℃以下直接贴合。若环境温度持续低于10℃,建议选用低温型泡棉胶(如3M VHB 4950系列),其初粘力在5℃时仍可保持80%以上。
厚度公差直接影响装配间隙和密封效果。公差过大(如±0.2mm)会导致垫片压缩不均匀,在振动或温度变化下产生缝隙,降低防水或缓冲性能。工业级应用要求公差≤±0.1mm。实际检验时,可用塞尺或高度规在垫片不同位置测量,确保最大偏差不超过0.1mm。
毛刺主要来自刀模磨损或间隙不当。定期检查刀模锋利度,间隙控制在0.05-0.1mm。使用高精度模切机(如圆压圆模切机)并优化排废速度(建议低速排废),可显著减少毛刺。若已出现毛刺,可用激光修边或二次冲切处理。实际生产中,建议每模切5000次后检查刀模刃口,发现钝化立即更换。
初始粘接力在贴合后立即形成,但最终粘接力通常需24-72小时才能达到峰值。期间应避免对垫片施加剪切力或剥离力。承重物品建议贴合后静置24小时再挂载。若需快速固化,可选用热固化型泡棉胶(如3M VHB 5952),在80℃下烘烤30分钟可达到最终粘接力的90%。
泡棉胶垫片贴合前的条件确认,核心在于基材清洁、环境温度、施压均匀性以及基材选型。模切加工时需重点关注厚度公差和边缘质量,避免因加工缺陷导致装配失效。采购时,应要求供应商提供厚度公差数据和模切样品进行验证。铂铄精密技术(东莞)有限公司在泡棉胶模切加工领域积累了丰富的经验,可协助客户完成从选型到打样的全流程验证。
相关推荐
产品推荐
服务热线