咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-28 16:26:24 人气:
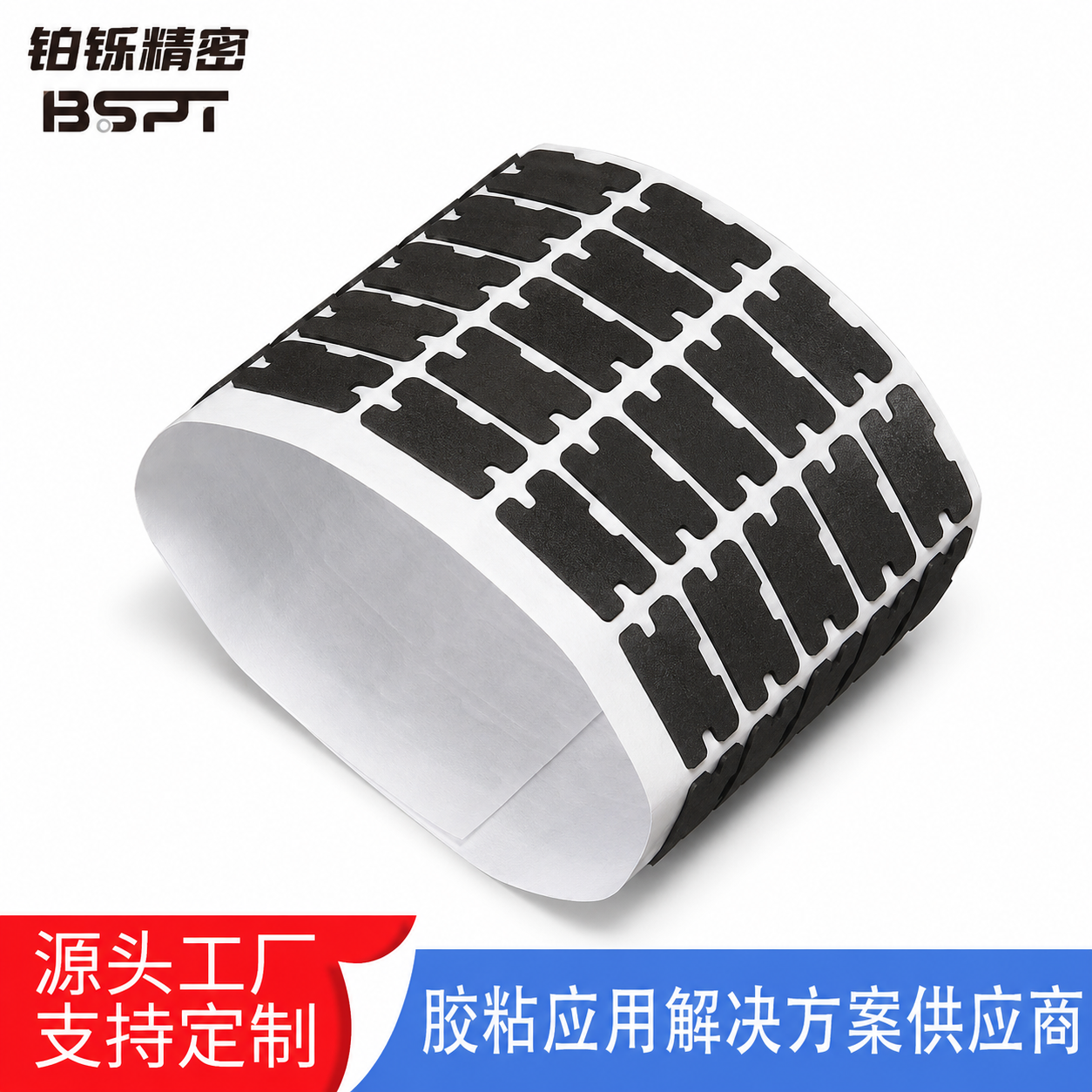
核心结论:复卷分切时胶带起皱的直接原因是收卷张力与材料拉伸特性不匹配,以及压辊、刀具等机械状态偏差。张力过大导致材料过度拉伸、边缘紧绷起皱,张力过小则收卷松散、层间滑动形成横向褶皱。调整张力需从观察收卷端面入手,结合压辊平行度检查和刀具状态维护,才能有效控制双面胶模切件和电子辅料在模切冲型前的材料质量。对于PET双面胶、油胶等基材,张力设置必须参考材料的弹性模量和厚度,不能仅凭经验估算。

复卷分切过程中,胶带起皱最常见的原因是张力设置与材料拉伸特性不匹配。对于PET双面胶、油胶等基材,张力过大时材料被过度拉伸,收卷后内层回缩导致边缘紧绷、形成“喇叭口”状褶皱;张力过小则收卷松散,层间滑动产生横向褶皱。观察收卷端面是快速判断张力状态的有效方法:边缘呈放射状紧绷纹路说明张力偏大,端面松散不平则张力偏小。调整时应以每次5%-10%的幅度逐步增减,每次调整后观察至少一个完整收卷周期。实际模切中,对于厚度0.05mm以下的薄型双面胶,张力波动超过0.5N即可能引发边缘起皱,建议使用张力传感器实时监控。
压辊表面不平整、两端压力不平衡或与收卷轴不平行,是导致局部起皱的机械原因。用直尺或塞尺测量压辊与收卷轴两端间隙,偏差不应超过0.5mm;手动转动压辊感受是否卡顿或跳动,检查表面有无凹坑、划伤或胶层老化。对于电子辅料模切中常用的薄型双面胶模切件,压辊状态直接影响材料走带稳定性,偏差过大会造成材料跑偏、边缘起皱。定期校准压辊平行度,更换老化胶辊,是精密模切加工的基础维护要求。打样时建议确认压辊表面硬度,邵氏A70-80为常见范围,过软易变形,过硬则压力集中。
分切刀片钝化或角度不当,会在切口处产生毛边、微小撕裂或边缘变形,收卷后这些缺陷堆叠形成边缘褶皱。针对PET双面胶、绵纸双面胶等不同基材,推荐刀具角度在30°-45°之间选择,基材越硬角度应越小。刀压过重同样会导致切口拉伸变形,边缘厚度异常。模切冲型前的复卷分切工序,刀具锋利度直接决定后续模切件的边缘质量——毛边不仅影响外观,还会在排废时引发溢胶或翘边。建议每班次检查刀片状态,钝化后及时更换。实际生产中,刀片钝化后切口发白或出现微小撕裂,此时应立即更换,否则后续模切冲型时边缘溢胶风险显著上升。
绝缘性强的材料(如BOPP薄膜、部分PET双面胶)在高速分切中易积累静电,吸附粉尘导致边缘贴合不良,或使材料与导辊粘连破坏走膜稳定性。对于电子辅料模切,静电还会影响离型纸剥离和排废效率。安装静电消除器、控制环境湿度在45%-65%是常用改善手段。此外,分切摩擦生热可能超出胶带耐温极限,导致胶体软化、流动性改变,出现残胶或粘接力衰减。选型时需确认胶带耐温范围,特别是油胶和3M双面胶的高温型号,避免加工过程热积累引发不良。对于无基材双面胶,胶层内聚力不足时,高冲击力模切刀压会导致胶层被“切烂”而非整齐切断,产生边缘毛糙和溢胶,复卷分切时需特别注意张力稳定性。
可能是压辊与收卷轴不平行或刀片钝化。先检查压辊两端间隙是否一致,再检查刀片是否有缺口或磨损。机械偏差和刀具问题无法通过张力调整解决,需要校准或更换部件。另外,纸芯变形或端面不平也会导致收卷起步不稳,引发褶皱,应确保纸芯圆整度和端面平整。
有关。复卷分切时张力过大导致材料拉伸变形,模切后内应力释放会引起翘边。此外,分切毛边也会在冲型时加剧边缘缺陷。控制分切张力在材料弹性范围内,保持刀具锋利,可降低翘边风险。对于无基材双面胶,离型力过低可能引起冲型时胶带与离型纸微位移,影响精度,建议打样时确认离型力匹配。
电子辅料通常要求模切公差±0.1mm,高精度场景需达到±0.05mm。复卷分切时材料走带稳定性直接影响后续冲型精度,压辊偏差超过0.5mm或张力波动过大,都会导致尺寸偏差。建议在复卷分切工序设置张力实时监控。对于BOPP等薄膜,刀具角度30°-45°可减少切口拉伸变形,避免边缘厚度异常。
观察切口是否出现毛边、材料边缘是否变形,或收卷后边缘有明显褶皱。对于PET双面胶等硬质基材,刀片钝化后切口会发白或有微小撕裂,此时应立即更换。定期用放大镜检查刀口状态。实际模切中,刀片钝化还会导致排废时胶带断裂或溢胶,影响良率。
导辊表面粘附胶渍或粉尘会导致材料跑偏,需定期清洁导辊。另外,收卷轴跳动或轴承磨损也会引起跑偏,建议用千分表检测收卷轴径向跳动,超过0.1mm应维修。静电吸附也会破坏走膜稳定性,安装静电消除器可改善。
复卷分切时胶带起皱是张力、机械状态和刀具条件共同作用的结果。通过观察收卷端面判断张力方向,逐步微调;定期检查压辊平行度和刀片锋利度;针对静电和耐温问题采取预防措施,可有效控制双面胶模切件和电子辅料在模切冲型前的材料质量。铂铄精密技术(东莞)有限公司在精密模切加工中积累了丰富的工艺经验,能够为客户提供从材料选型到加工优化的技术支持。
下一篇:返回列表
相关推荐
产品推荐
服务热线