咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-18 15:42:08 人气:
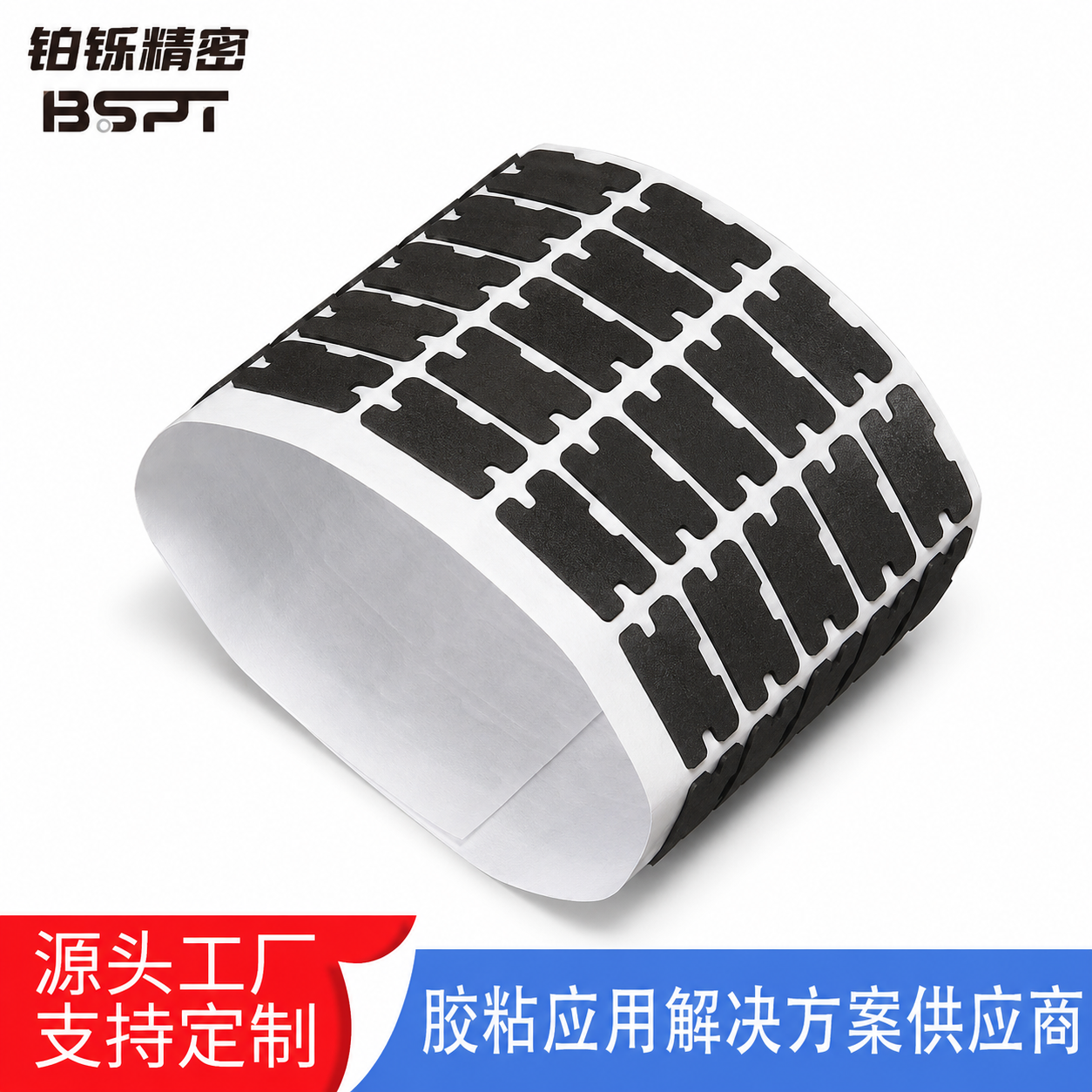
核心结论:背胶冲型打样前,图纸上必须明确尺寸基准(外形、孔位坐标)、装配厚度(面贴+胶+支撑+背胶的总厚)、背胶避让区与贴附边界,以及关键尺寸与一般尺寸的公差等级。缺少这些参数,模具设计无法落地,打样容易反复修改,量产时可能出现干涉、溢胶或贴合不牢。

模具设计的第一步是读懂图纸的“可制造性”。需要确认三个核心:
很多采购或设计人员只标外形尺寸,不标公差,或者把所有尺寸都标成±0.1mm。实际加工中,背胶冲型件的公差需要区分对待:
如果图纸上所有尺寸都标±0.1mm,模切厂只能按最严标准开模,刀模间隙变小,排废时背胶容易撕裂或边缘起毛边。正确的做法是:在图纸上单独标注“关键尺寸”符号(如方框),其余按未注公差处理。
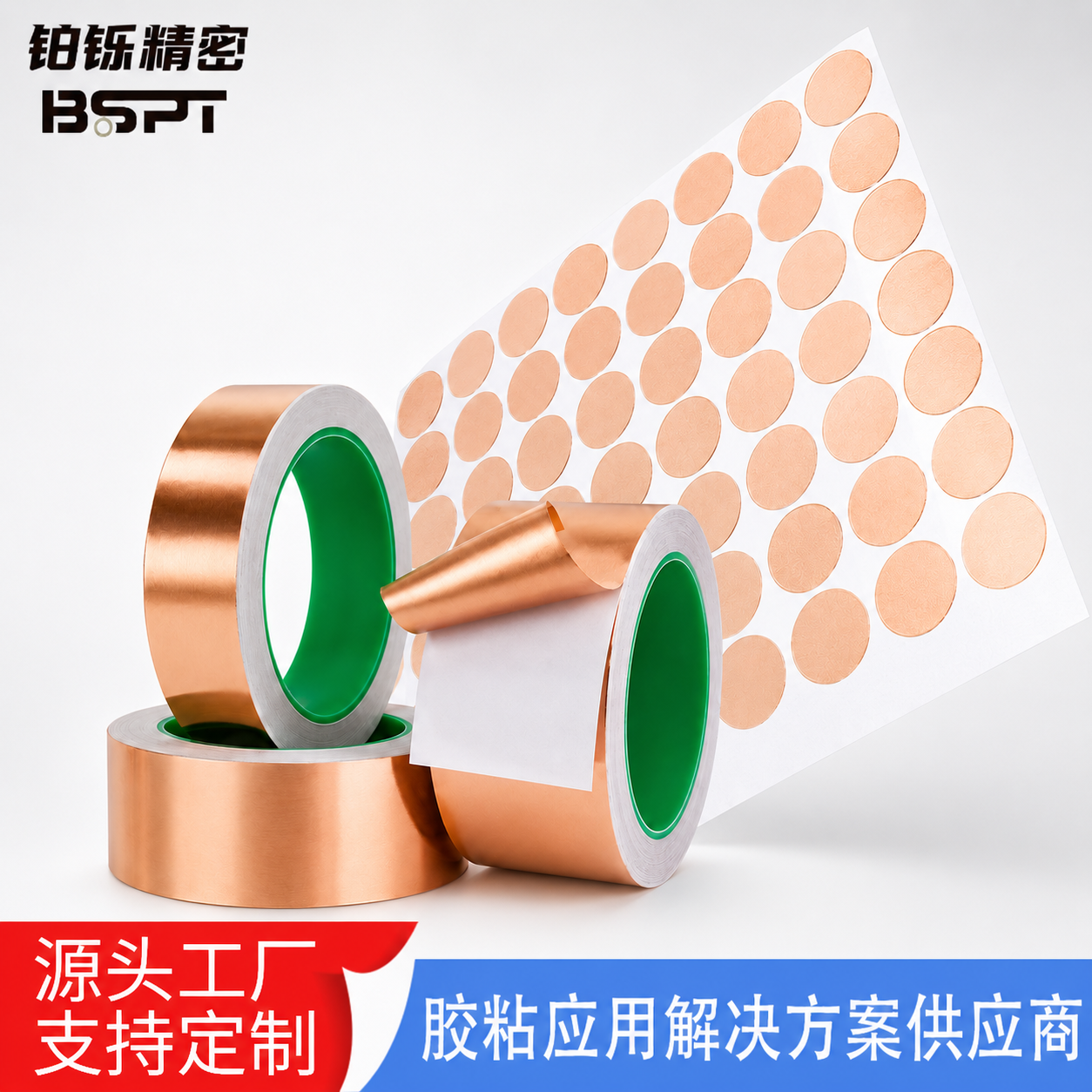
图纸上的材料栏不能只写“双面胶”或“泡棉”,必须明确基材类型、胶水体系、离型纸/膜的种类。不同材料对模具和工艺的要求差异很大:
选型逻辑很简单:先确认“做得出来”——材料是否适合模切冲型(如PTFE类低摩擦材料需要定制锋利模具);再确认“装得上去”——背胶的粘性是否匹配被贴物表面能(如PC、玻璃、喷漆面);最后确认“量产稳定”——材料的批次一致性是否可控。
根据经验,打样返工有60%以上是因为图纸参数遗漏。以下是三个高频问题:
改善方向:打样前制作一份“样件确认单”,逐项核对图纸参数——外形尺寸、孔位坐标、厚度、背胶避让区、离型纸类型、剥离力要求、包装方式(卷料或片料)。确认单由采购、设计和模切厂三方签字,减少沟通误差。
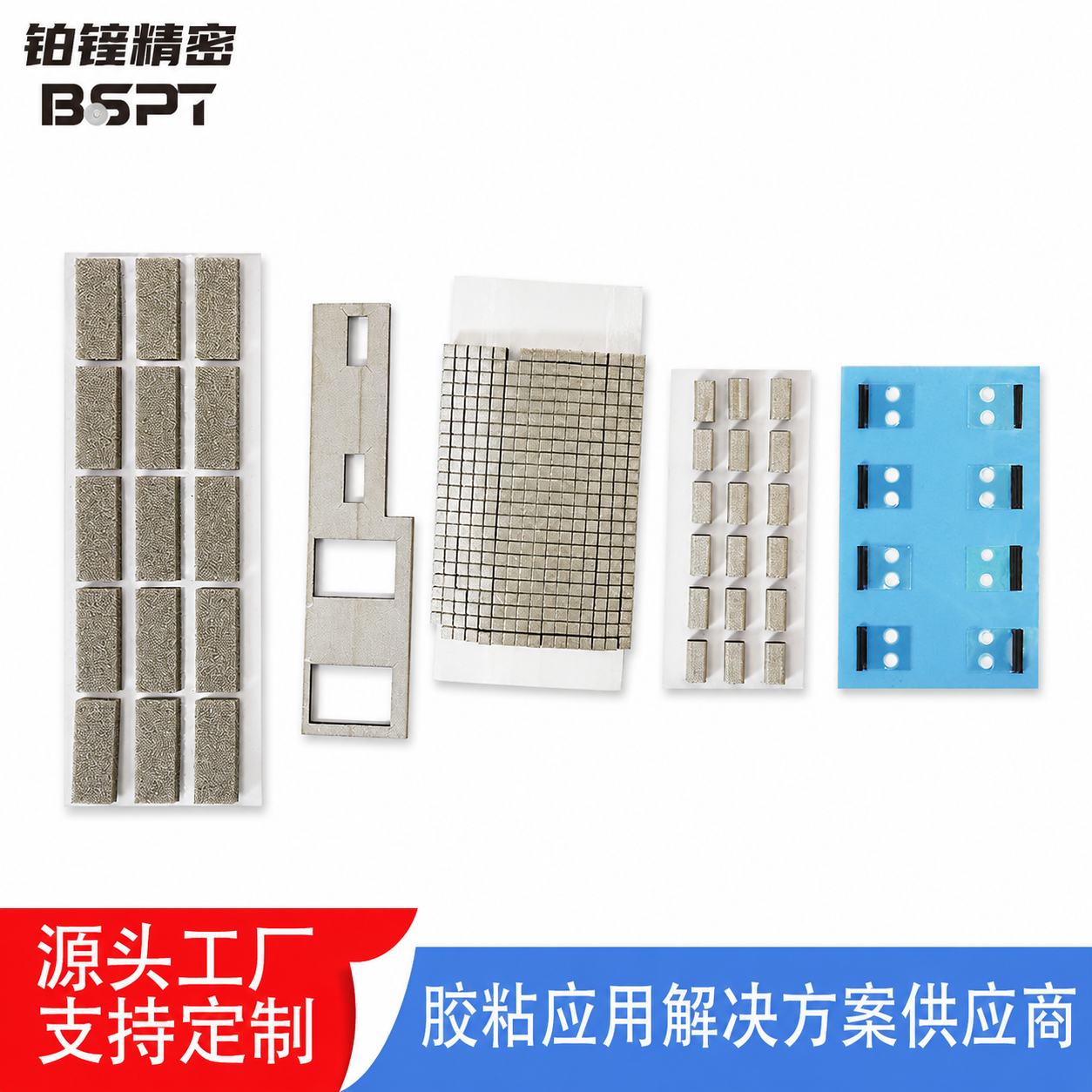
至少需要提供:外形轮廓尺寸(带基准)、定位孔坐标、窗口位置、总装配厚度、背胶避让区、关键尺寸公差、材料型号及厚度、离型纸/膜类型。如果涉及多层贴合,还需要层叠示意图。
模切厂会按行业默认公差(通常±0.2mm)加工,但这样风险很大。如果关键孔位偏差0.2mm,可能装不进外壳。建议采购在询价时主动要求设计补充公差标注,或者提供一份“关键尺寸清单”,让模切厂按清单管控。
两者都有可能。图纸上如果圆角过小(R<0.3mm),刀模冲切时容易产生毛边。如果图纸圆角合理,但模具刃口磨损或间隙不对,也会起毛边。改善方法是:图纸上尽量标注R0.5mm以上的圆角,同时模切厂定期检查模具锋利度。
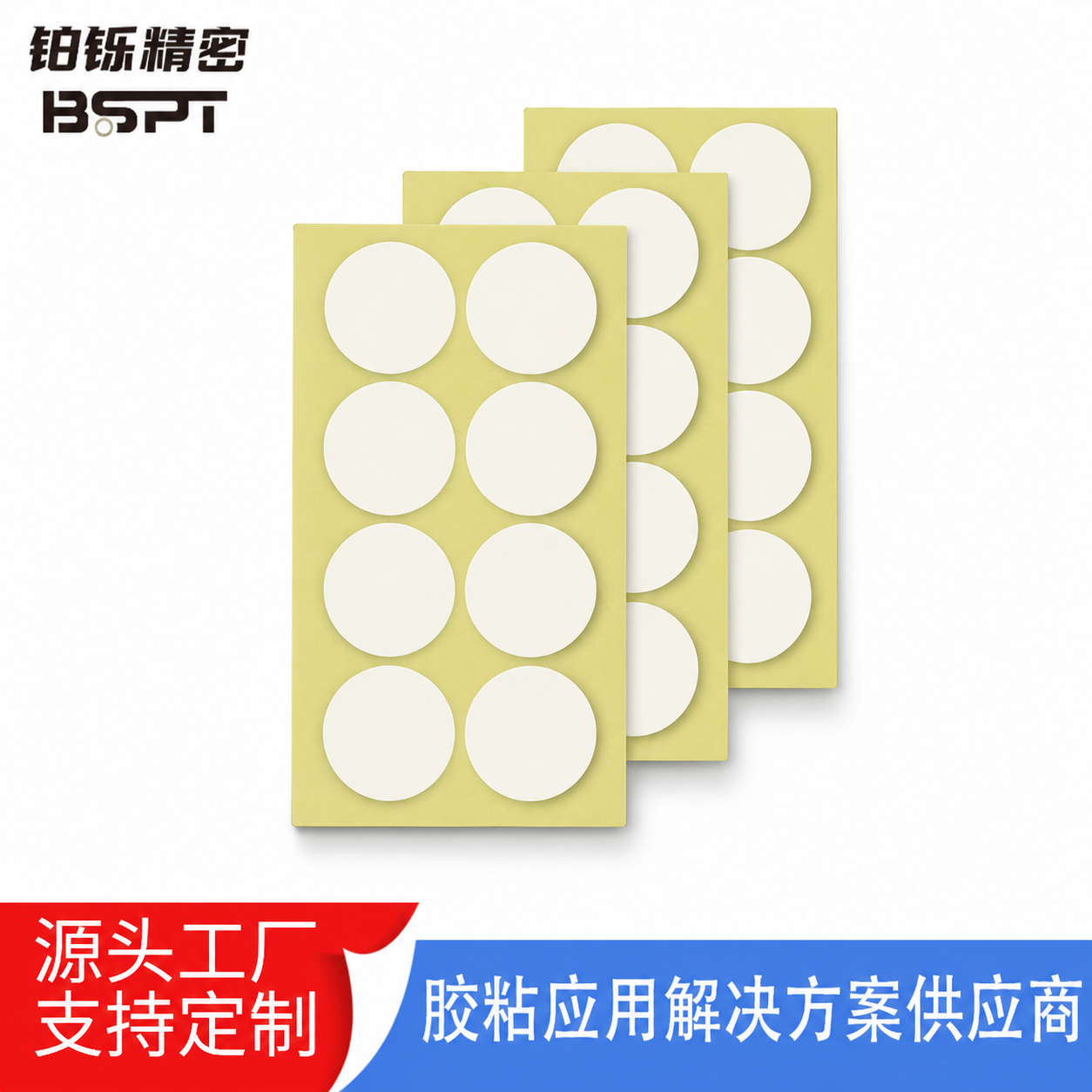
溢胶通常是因为背胶的流动性大,或者模具间隙过大。图纸上可以要求“背胶边缘内缩0.2mm”,即胶层比基材小一圈,这样冲切后胶不会露出边缘。同时标注胶水类型(如油胶需加防溢胶工艺),模切厂会根据要求调整排废压力和模具间隙。
水性丙烯酸胶环保但耐温耐湿性弱,适合电子内衬;油性胶(PU、橡胶型)初粘力强、耐候性好,适用于汽车内饰等复杂环境。图纸上需明确胶水体系,并标注耐温范围。
背胶冲型打样成功的关键,在于图纸参数是否完整、可制造。采购和工程师在发图前,务必核对尺寸基准、装配厚度、背胶避让区和公差分级。如果图纸信息不全,打样周期会延长,量产时可能因干涉或溢胶导致返工。铂铄精密技术(东莞)有限公司在背胶冲型加工中,坚持来图先评审、参数逐项确认,确保模具设计与材料特性匹配,减少试错成本。
相关推荐
产品推荐
服务热线