咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-17 15:05:17 人气:
核心结论:3M双面胶模切加工只看型号容易出问题,因为同一型号的胶带可能因基材(PET、无纺布、泡棉、无基材)、胶系(丙烯酸、有机硅)、耐温等级(长期耐温 vs 短时峰值)以及离型纸匹配不同,导致冲型精度、排废稳定性、边缘整齐度差异极大。模切厂若不核对材料结构和加工参数,仅凭型号下单,很可能出现溢胶、排废断裂、尺寸偏差或粘性失效,最终影响电子辅料装配良率。

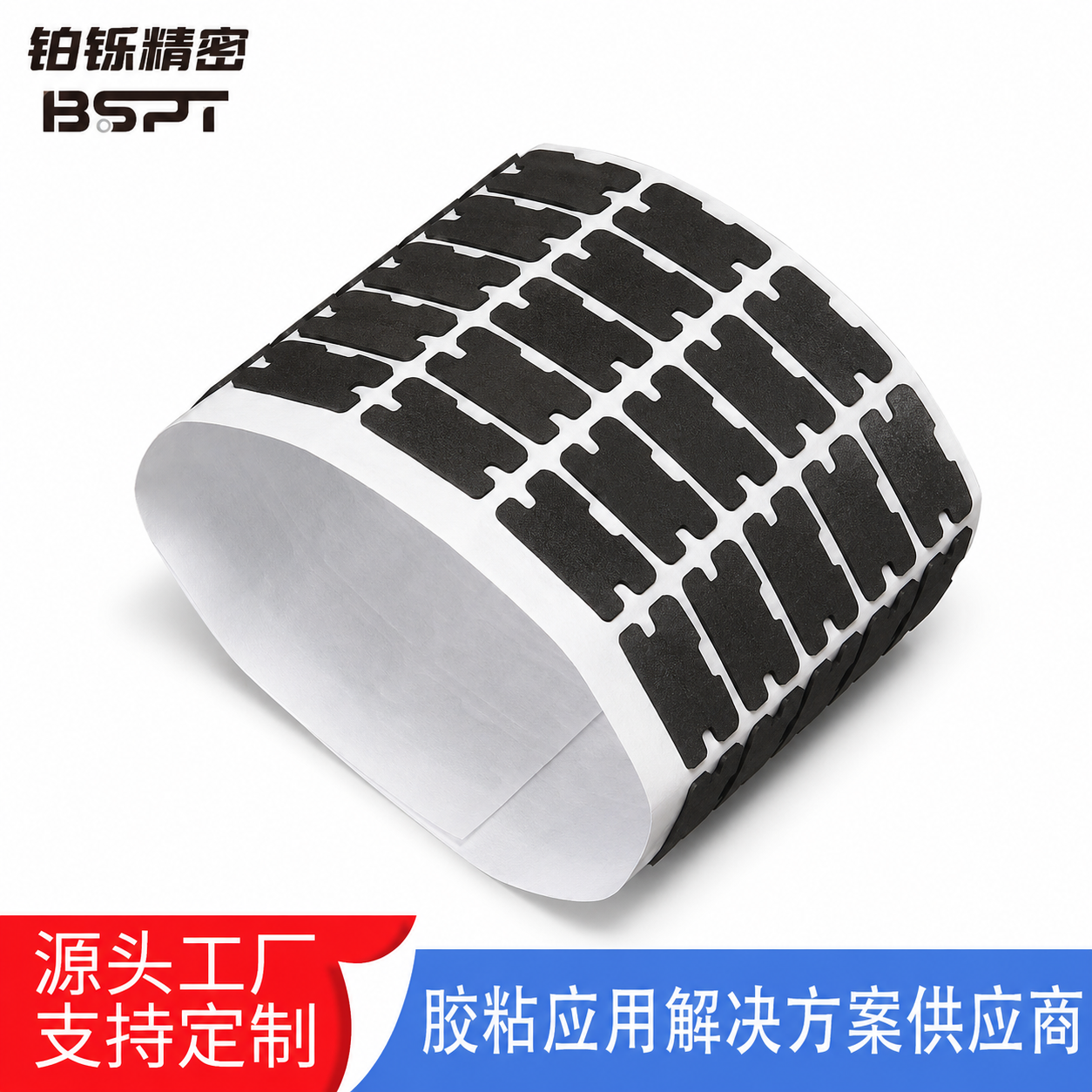
很多采购或工程师习惯用3M型号直接找模切厂报价或加工,但同一型号在不同批次或不同供应商渠道下,胶带厚度公差、离型纸剥离力、胶层软硬度可能有细微差别。例如3M 467MP和468MP都是无基材转移胶膜,但厚度(0.05mm vs 0.13mm)和离型膜类型不同,模切时需要的刀模间隙、排废角度完全不同。如果模切厂只按型号名备料,不确认实际胶带规格,很容易出现边缘毛刺或胶层拉伸变形。
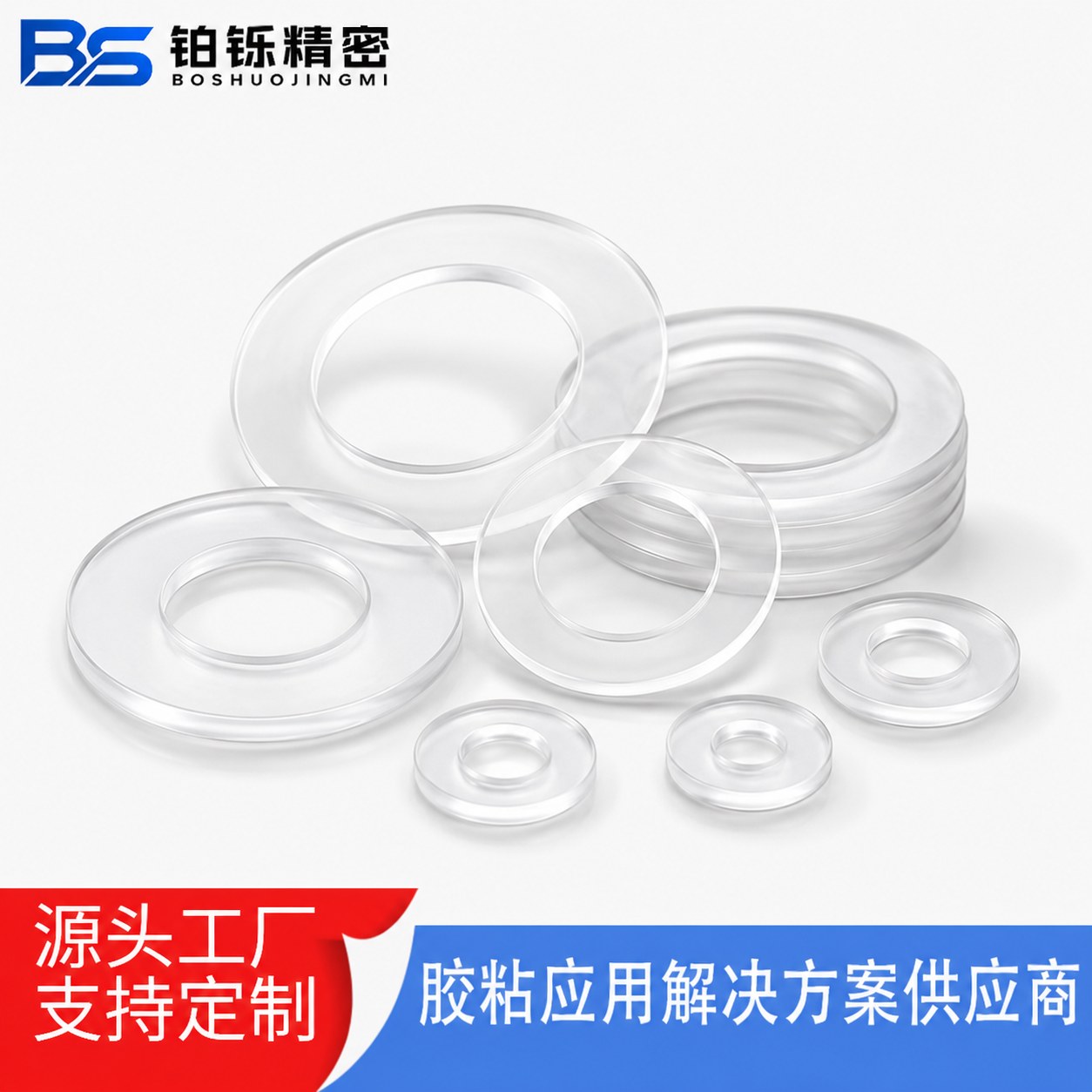
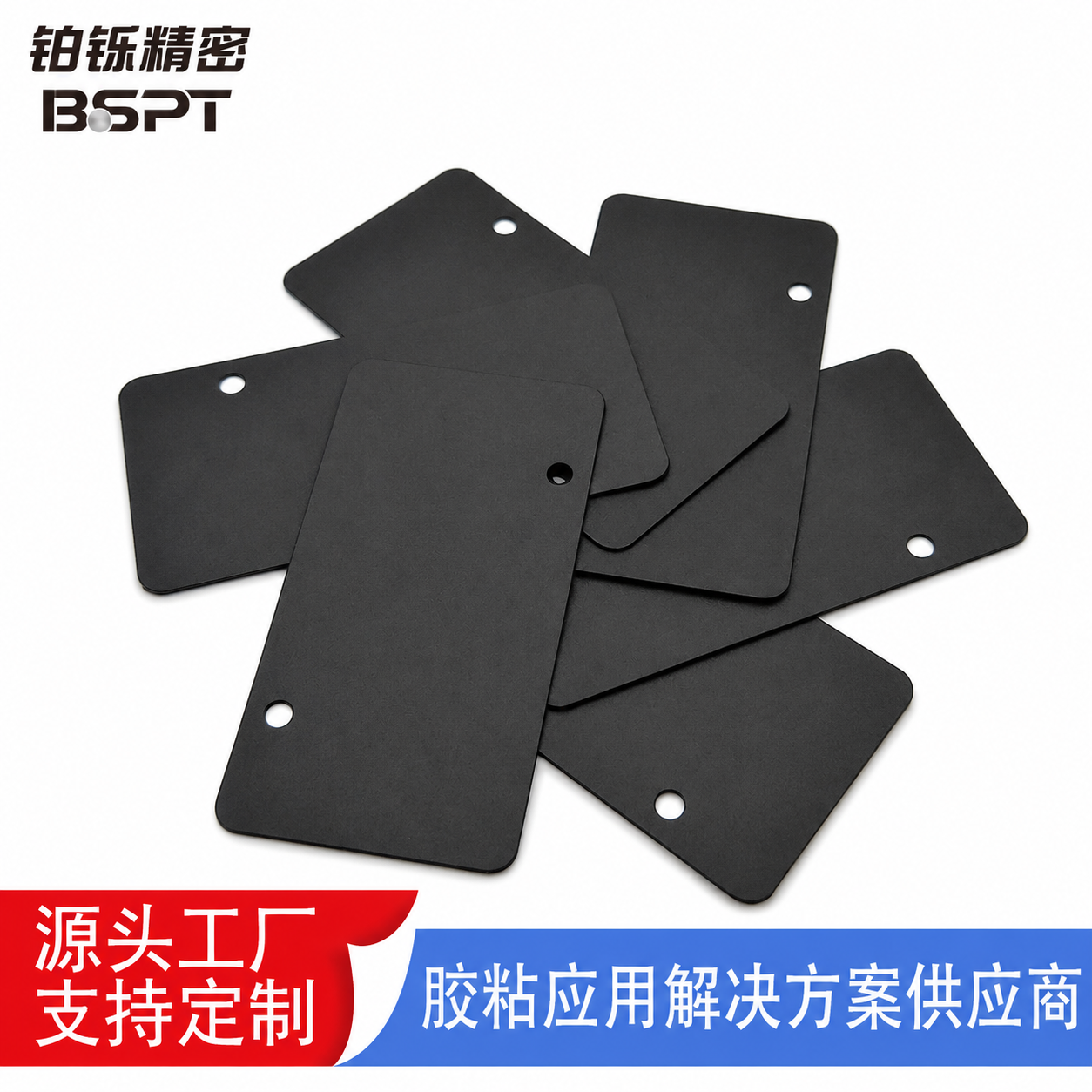
3M双面胶按基材分为PET(如3M 9080A、3M 9495LE)、无纺布(如3M 9448A)、泡棉(如3M 4920、4026)和无基材(如3M 467MP、468MP)。PET基材刚性较好,模切边缘整齐,但排废时胶层易回粘;无纺布基材柔软,冲型后边缘容易起毛;泡棉基材具有压缩回弹性,模切后尺寸可能回弹变大;无基材胶带极薄,张力控制不好就会卷曲。只看型号无法判断这些特性,必须结合实物测试。
很多工程师误以为3M型号上的耐温就是最高使用温度,实际上需要区分“长期耐温”和“短时峰值耐温”。例如3M 100MP长期耐温149°C,短时可达260°C,而3M 468MP短期耐温仅204°C。如果模切后胶带要经过回流焊或热压工序,峰值温度超过胶带短时耐温极限,胶层可能提前老化,导致粘接力下降或残胶。选型时必须向模切厂提供后道工艺温度曲线,否则只看型号会埋下隐患。
低表面能材料(如聚丙烯、碳纤维)需要专用胶系(如3M 300LSE),高表面能材料(金属、玻璃)可用200MP胶系。模切加工时,如果胶带初粘力过高,排废时离型纸剥离困难,容易带起胶层;初粘力过低,又可能造成贴合后粘接不牢。模切厂需要根据实际被贴材料调整离型纸类型(如氟素离型膜或普通离型纸),只看型号无法判断。
在实际生产中,只看型号容易导致以下问题:
要避免只看型号出问题,建议在打样或下单时提供以下信息:
模切厂收到这些信息后,才能判断是否需要调整刀模间隙、更换离型纸或优化压力参数。如果只给一个3M型号,加工风险会大幅上升。
答:467MP厚度约0.05mm,468MP约0.13mm。467MP极薄,模切时容易卷曲和拉伸,需用精密模切设备并控制张力;468MP稍厚,排废相对容易,但两者离型膜类型不同,排废角度和速度需要分别调试。建议打样时确认离型膜剥离力数据。
答:泡棉具有压缩回弹特性,模切后尺寸会回弹0.1-0.3mm。改善方法:刀模间隙比胶带厚度小0.05-0.1mm,模切后静置24小时再测量;或者要求供应商提供预压缩处理的泡棉胶带。
答:首先检查刀模是否钝化,必要时更换刀模。其次降低模切压力,或换用离型力更低的底膜。如果胶层本身偏软(如某些高初粘力胶系),可考虑在低温环境(15-20°C)下模切,降低胶层流动性。
答:要求模切厂提供3M原厂批次溯源证明或性能检测报告。注意正品3M胶带离型纸印刷清晰、胶层均匀,假冒产品常有异味或粘性不稳定。建议从授权经销商采购原料,并保留批次记录。
3M双面胶模切加工不能只看型号,必须结合基材结构、耐温等级、被贴材料特性以及后道工艺来综合判断。采购和工程师在沟通时提供越详细的参数,模切厂越能避免溢胶、排废断裂、尺寸偏差等不良。选择有精密模切能力和材料验证经验的加工商(如铂铄精密技术(东莞)有限公司),可以在打样阶段提前暴露风险,确保批量一致性。
相关推荐
产品推荐
服务热线