咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-08 02:40:31 人气:
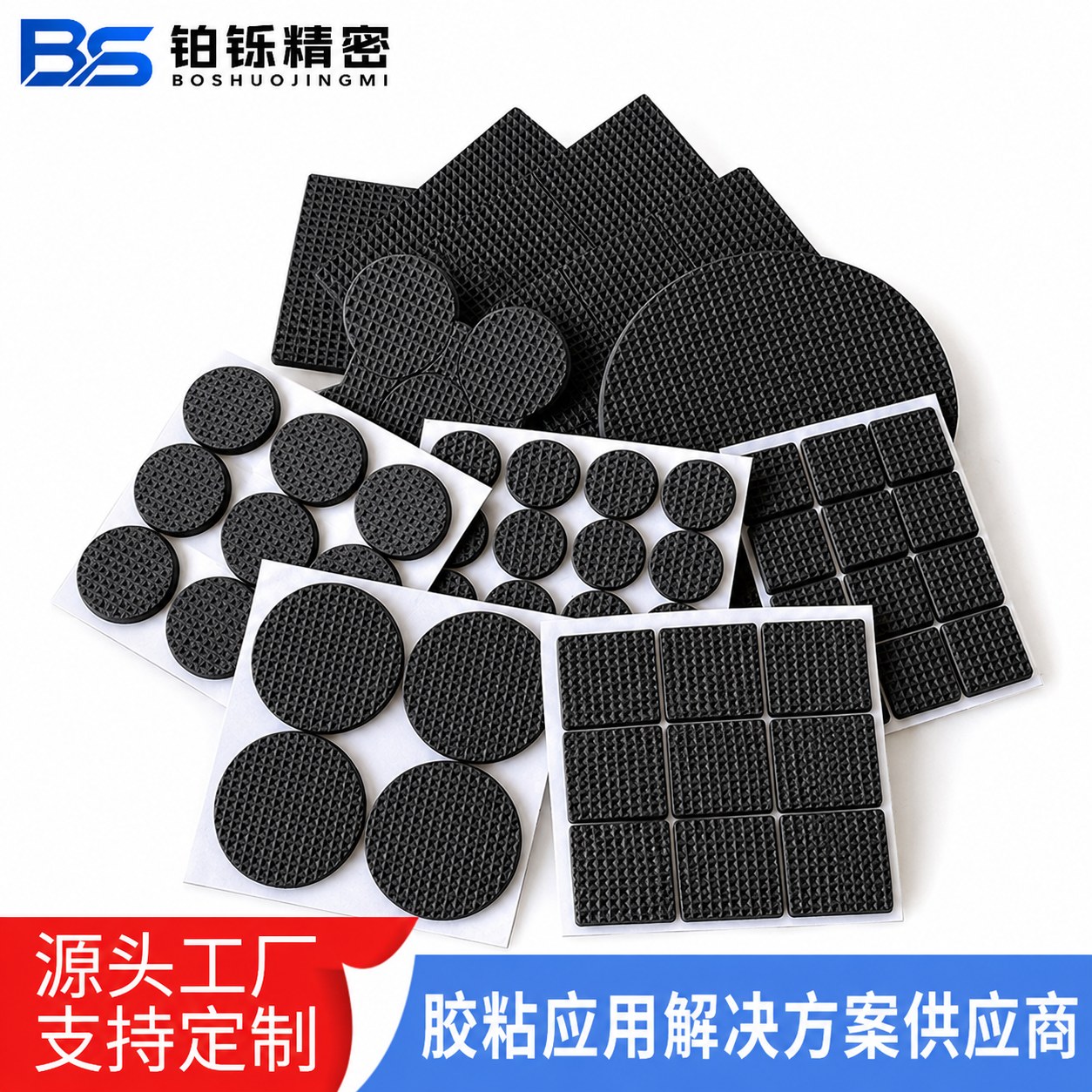
在东莞塘厦电子辅料商圈,EVA垫片作为缓冲、密封和减震的关键组件,广泛应用于消费电子、汽车电子和工业设备中。面对多样化的加工需求,如何快速匹配供应商和服务,成为工程师和采购人员的核心挑战。本文从材料性能、模切工艺和商圈资源整合角度,提供实用指南。

EVA垫片的加工需求通常围绕基材厚度、硬度、回弹性和尺寸精度展开。常见厚度范围从0.5mm到5mm,硬度在Shore A 30-70之间,以适应不同压缩变形要求。例如,在电池包缓冲应用中,要求垫片在长期压力下保持低压缩变形率(<10%),而在精密电子组件中,则强调高回弹性和无硅迁移。快速匹配需求的第一步是明确这些参数,并评估供应商的模切能力,如最小公差±0.1mm和排废稳定性。

塘厦作为东莞电子辅料集聚区,拥有丰富的模切加工厂和材料供应商。商圈内企业多具备精密模切冲型加工能力,能处理EVA垫片的背胶贴合和异形冲型。然而,匹配效率受限于材料库存和工艺专长。例如,部分厂家专注于高精度电子辅料模切,而另一些则擅长大批量泡棉垫片生产。采购人员需根据需求紧急程度和批量大小,优先选择库存充足且支持快速打样的供应商。铂铄精密技术(东莞)有限公司在此领域积累了材料选型经验,能针对不同硬度EVA提供定制化模切方案。
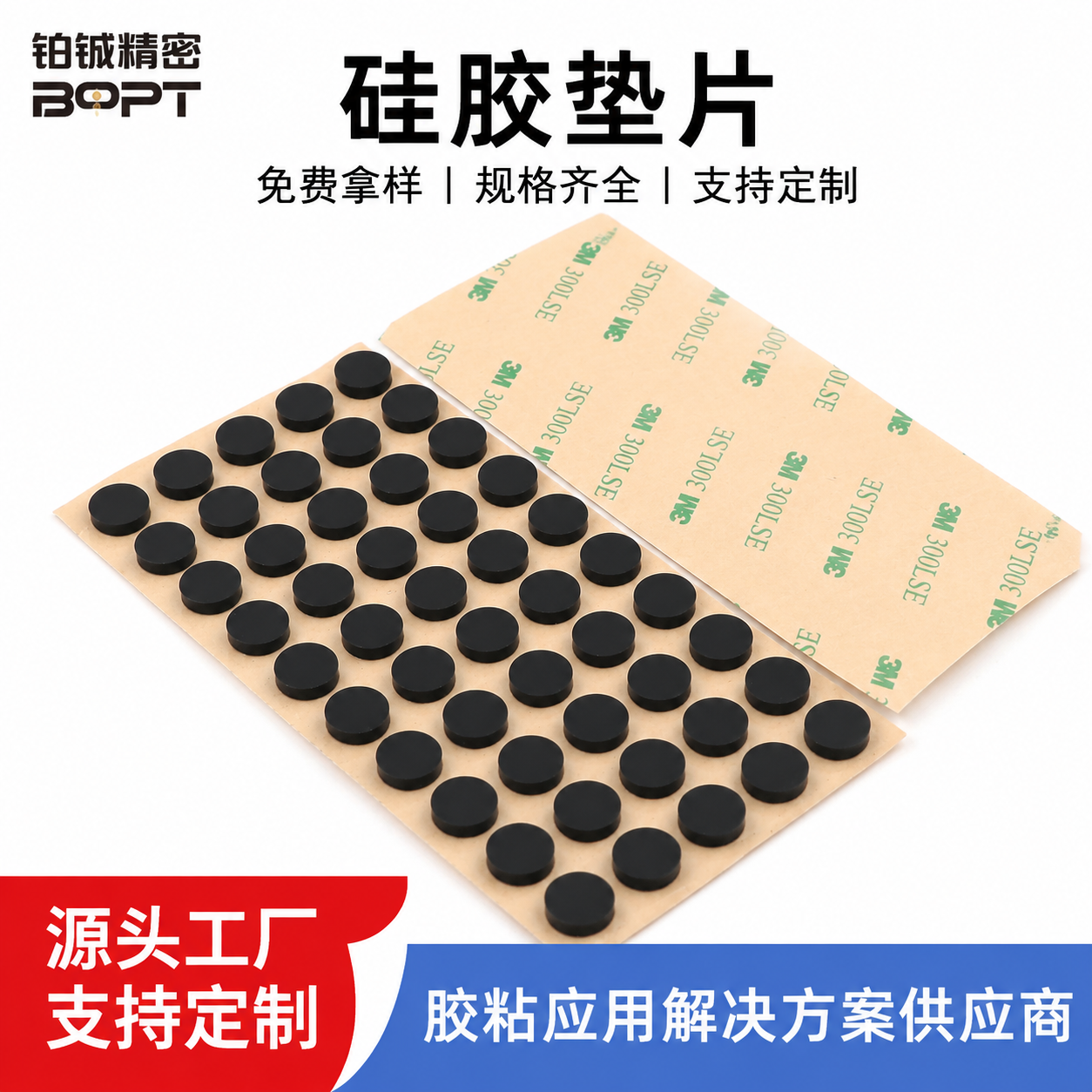
选型时需平衡初粘力、持粘力和耐温性。对于背胶EVA垫片,胶层稳定性至关重要,常用油胶或3M双面胶,确保在-20°C至80°C环境下不脱落。姜黄纸PET双面胶因离型纸易剥离,适合高速贴合。模切加工中,需注意EVA材料的回弹特性,避免冲型后尺寸变形。例如,高硬度EVA(Shore A 60以上)冲型时易产生毛边,需优化模具间隙和冲切速度。建议在打样阶段验证基材厚度公差和排废效果,以匹配批量一致性要求。
EVA垫片的模切冲型需关注三点:一是模具设计,针对不同厚度采用激光或蚀刻模具,确保冲型精度;二是排废工艺,避免胶层残留影响贴合效率;三是批量生产中的压缩变形控制,通过调整压合时间和温度来稳定尺寸。对于电子辅料模切,建议使用防静电离型纸,减少静电吸附。铂铄精密技术(东莞)有限公司在精密模切加工中,采用多工位模切机,能同时完成冲型和背胶贴合,提升效率。
A: 尺寸偏差多因材料回弹或模具磨损导致。建议在模切前对EVA进行预压处理,并定期检查模具间隙。对于公差要求±0.1mm的订单,推荐使用高精度激光模具。
A: 这取决于胶层选型。油胶和3M双面胶通常耐温80°C以上,而普通压敏胶可能在60°C下降解。建议根据实际工作温度选择耐温等级,并验证持粘力数据。
A: 塘厦商圈内多家模切厂支持48小时打样,但需确认材料库存。铂铄精密技术(东莞)有限公司提供免费样品和定制方案,可快速匹配硬度、厚度和背胶需求。
在东莞塘厦电子辅料商圈,快速匹配EVA垫片加工需求的关键在于明确材料性能参数、评估模切工艺能力,并利用商圈资源进行高效对接。从选型到批量生产,需关注基材回弹、胶层稳定性和冲型精度。铂铄精密技术(东莞)有限公司凭借在材料选型经验和精密模切冲型加工上的积累,能为工程师和采购人员提供定制化配合,助力项目顺利落地。
相关推荐
产品推荐
服务热线