咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-21 16:36:42 人气:
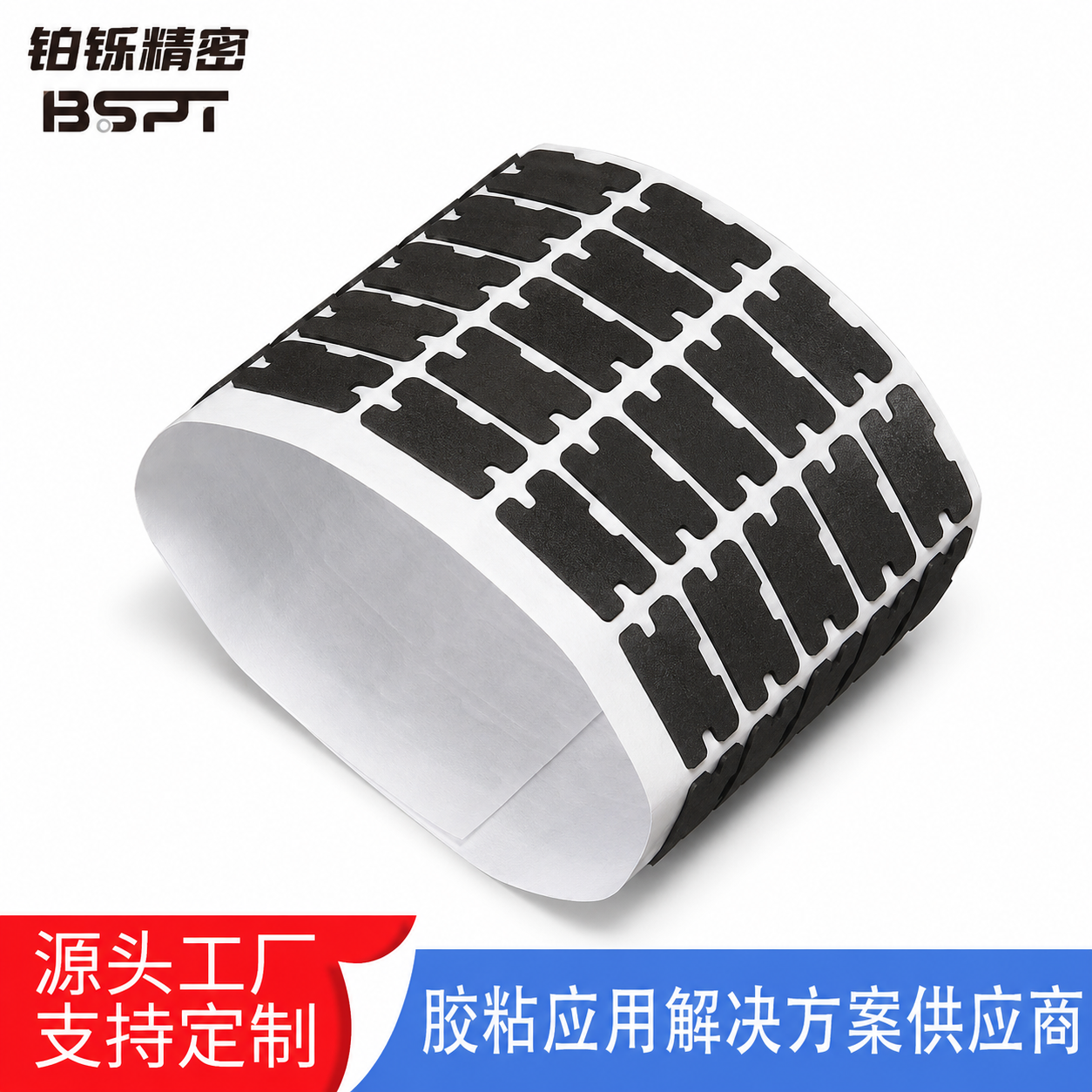
核心结论:EVA泡棉模切时,刀模间隙不当是导致边缘毛躁、拉丝、尺寸胀缩、排废困难、斜边及粉尘碎屑等不良的直接原因。间隙过小会挤压材料导致变形和撕裂,间隙过大会产生毛边和尺寸偏差。控制刀模间隙在材料厚度的5%-10%范围内,并匹配材料硬度与回弹率,是保证精度的关键。

EVA泡棉因其高弹性和低硬度,在模切过程中对刀模间隙非常敏感。常见不良包括:
1. 边缘毛躁与拉丝:刀模间隙过小,刀锋挤压材料而非切断,导致泡棉边缘产生毛刺或纤维拉出。
2. 尺寸胀大或缩小:间隙不当使材料在裁切时产生挤压变形,切后回弹导致实际尺寸偏离设计值。过小间隙使尺寸胀大,过大间隙则可能缩小。
3. 斜边(圆刀模切时尤其明显):刀模角度与间隙不匹配,裁切面倾斜,影响贴合平整度。
4. 碎屑与粉尘:泡棉弹性限度低,刀模间隙过小或刀锋磨损时,材料被撕裂产生粉尘。
5. 小孔排废困难:间隙不当导致小孔边缘粘连或变形,废料无法顺利排出。
EVA泡棉的密度、硬度和回弹率直接决定刀模间隙的设定范围。
- 密度公差:优质EVA泡棉密度公差应控制在±0.02g/cm³以内。密度偏低(如标称0.18g/cm³实测0.15g/cm³)会使材料过软,刀模间隙需收窄,否则易出现毛边。
- 硬度范围:Shore OO 20-80的泡棉,硬度越低,材料越软,刀模间隙应取小值(如材料厚度的5%);硬度高时,间隙可适当放大至8%-10%。
- 回弹率:优质高弹EVA回弹率应稳定在50%以上。回弹率过低(如40%左右)会导致裁切后尺寸回缩不足,长期使用变形。回弹率高的材料,刀模间隙需更精确,否则切后尺寸偏差大。
刀模本身的质量和状态直接影响间隙控制效果。
- 激光雕刻刀模的刃口直线度误差需控制在0.01mm以内,刀模间距偏差不超过0.02mm。若刀模精度不足,即使设定间隙合理,实际裁切也会产生局部不良。
- 每模切1万次后,刀模刃口会磨损,需研磨修复。磨损后的刀模实际间隙变大,导致毛边和尺寸偏差。建议建立刀模寿命台账,按批次记录模切次数,及时维护。
设备精度和工艺参数同样关键。
- 数控裁切机需每月校准工作台水平度(平面度误差≤0.03mm)与伺服定位精度(步距误差≤0.05mm)。工作台不平会导致刀模与材料接触不均匀,局部间隙变化。
- 对于斜边问题,可改用单锋刀(内直外斜)替代双斜边刀具。单锋刀能减少材料挤压,裁切面更垂直。
- 复杂结构(如多孔、异形)可采用刀线分解、多导线重叠方式,避免闭合刀线,减少挤压应力。例如,将大尺寸泡棉垫片分解为多个小单元模切,再组合排废。
- 高硬度厚泡棉(如5mm)可考虑分刀线方式:第一次冲切深度为材料厚度的60%-70%,第二次完全切断。这能改善粘刀模问题,减少粉尘。
排废困难是小孔模切常见问题。优化刀模设计(如增加排废孔角度)或采用跳切方式(间隔裁切,避免连续挤压)可改善。模切后产品裁切成片状储存,可减少溢胶和变形风险。
首先检查刀模间隙是否在材料厚度的5%-10%范围内。若间隙正常,检查刀模刃口是否磨损,必要时研磨或更换。材料过软时,可适当降低模切速度或增加垫板硬度。
尺寸偏大通常因刀模间隙过小,材料被挤压后回弹。尺寸偏小则可能因间隙过大或材料回弹率不足。需测量实际材料厚度和回弹率,调整刀模间隙或更换材料批次。
高密度泡棉硬度高,刀模间隙需适当放大(如材料厚度的8%-10%)。建议采用分刀线方式分两次冲切,避免一次切断导致粘刀和粉尘。同时确认刀模刃口硬度,防止快速磨损。
粉尘主要源于刀锋挤压撕裂。控制刀模间隙在合理范围,保持刀模锋利,并选用回弹率高于50%的泡棉材料。加工时可使用吸尘装置或定期清理刀模。
优化刀模设计,增加排废孔角度或采用跳切方式。若孔直径小于3mm,可考虑在刀模上增加顶针辅助排废。同时检查材料是否因间隙不当导致边缘粘连。
EVA泡棉模切刀模间隙不当会导致边缘毛躁、尺寸偏差、粉尘和排废困难等不良。解决关键在于:根据材料硬度与回弹率设定合理间隙(5%-10%),使用高精度刀模并定期维护,同时优化设备校准和工艺参数。选型时需关注泡棉的密度公差和回弹率,并要求供应商提供批次检测报告。铂铄精密技术(东莞)有限公司在精密模切加工中积累了丰富的EVA泡棉处理经验,可提供从选型到工艺优化的技术支持。
下一篇:返回列表
相关推荐
产品推荐
服务热线