咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-21 16:02:22 人气:
核心结论:多层材料贴合模切的顺序核心在于“先半切、后贴合、再全切”,且必须根据材料粘性、厚度、硬度调整刀模角度与排废方向。无间隙半切虽能节省材料,但排废难度大,需搭配离型纸剥离测试;有间隙半切适合高粘性胶带,可降低溢胶风险。选型时需同步确认各层离型纸/膜匹配性,避免因胶体渗透或层间应力导致尺寸超差。
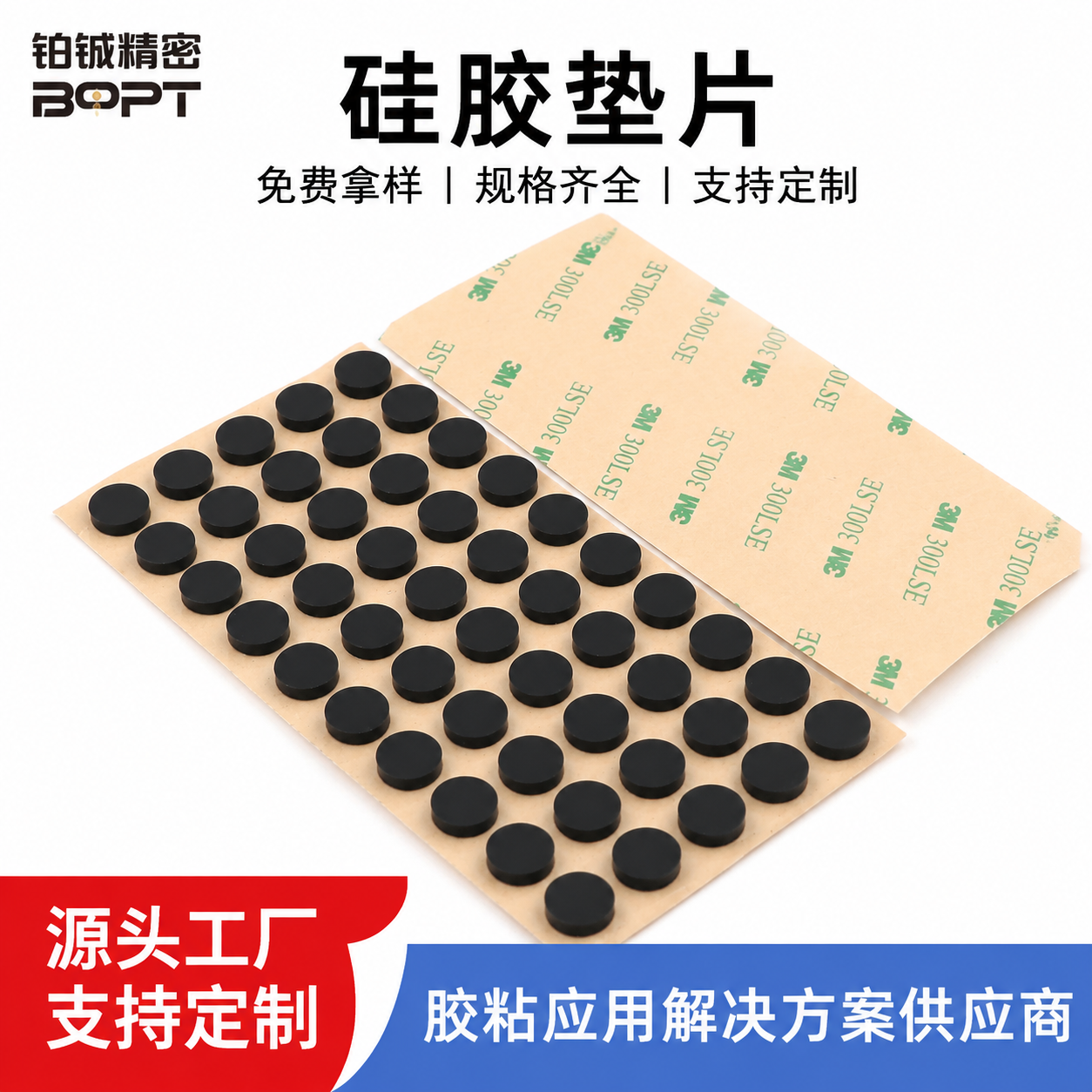
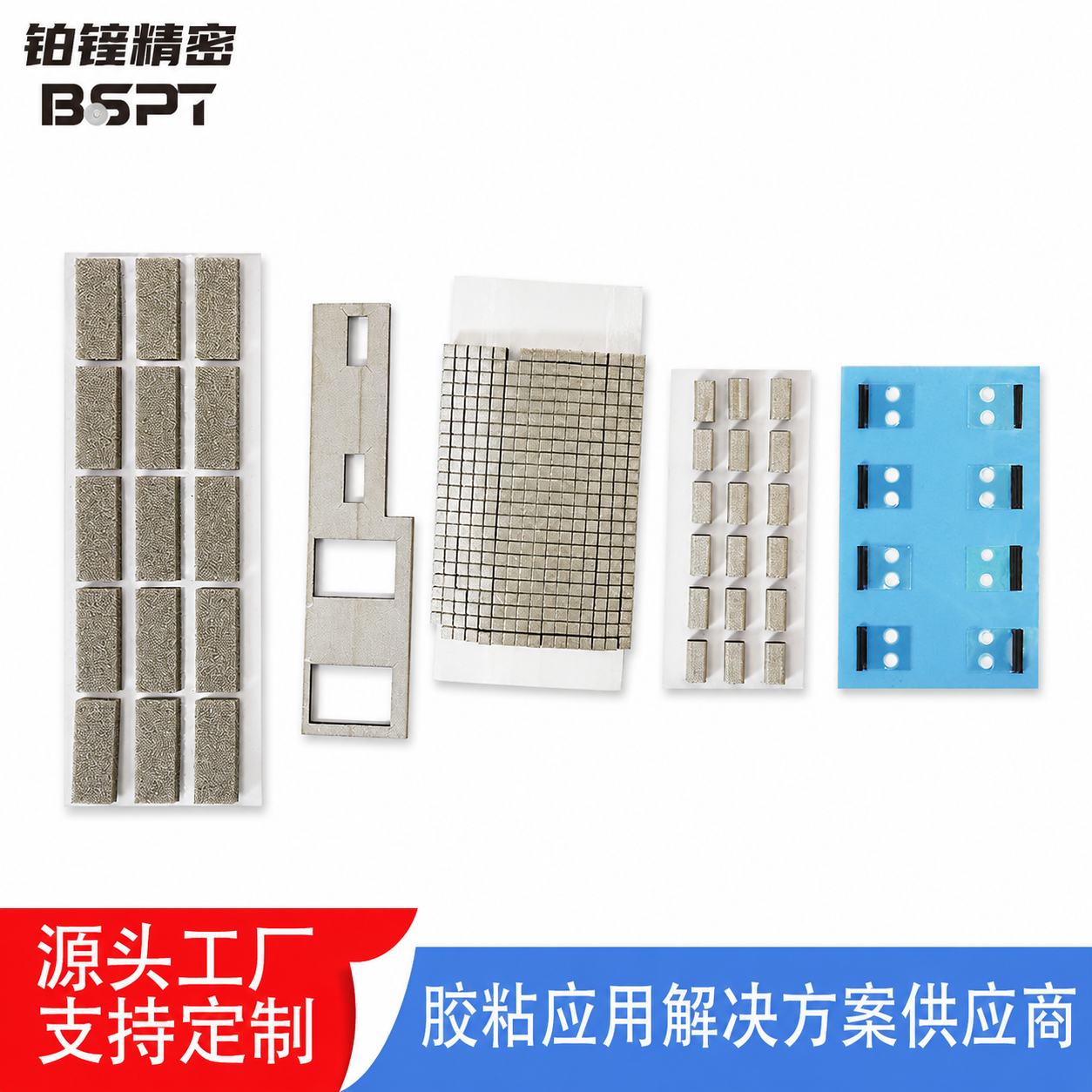
多层材料模切通常采用“先半切、后贴合、再全切”的工艺路线。半切指只切穿单层材料(如双面胶带)而不损伤离型纸或底膜,这是多层贴合的基础。如果先贴合再半切,容易因层间应力导致各层错位,且刀模难以精准控制切深。实际加工中,对于厚度差异大的材料(如0.05mm PET双面胶与0.3mm EVA泡棉),必须先分别半切,再通过定位治具贴合,最后用冲床或平压机全切外形。若材料硬度接近(如两层0.1mm无基材胶带),可尝试一次半切后直接贴合,但需验证排废稳定性。
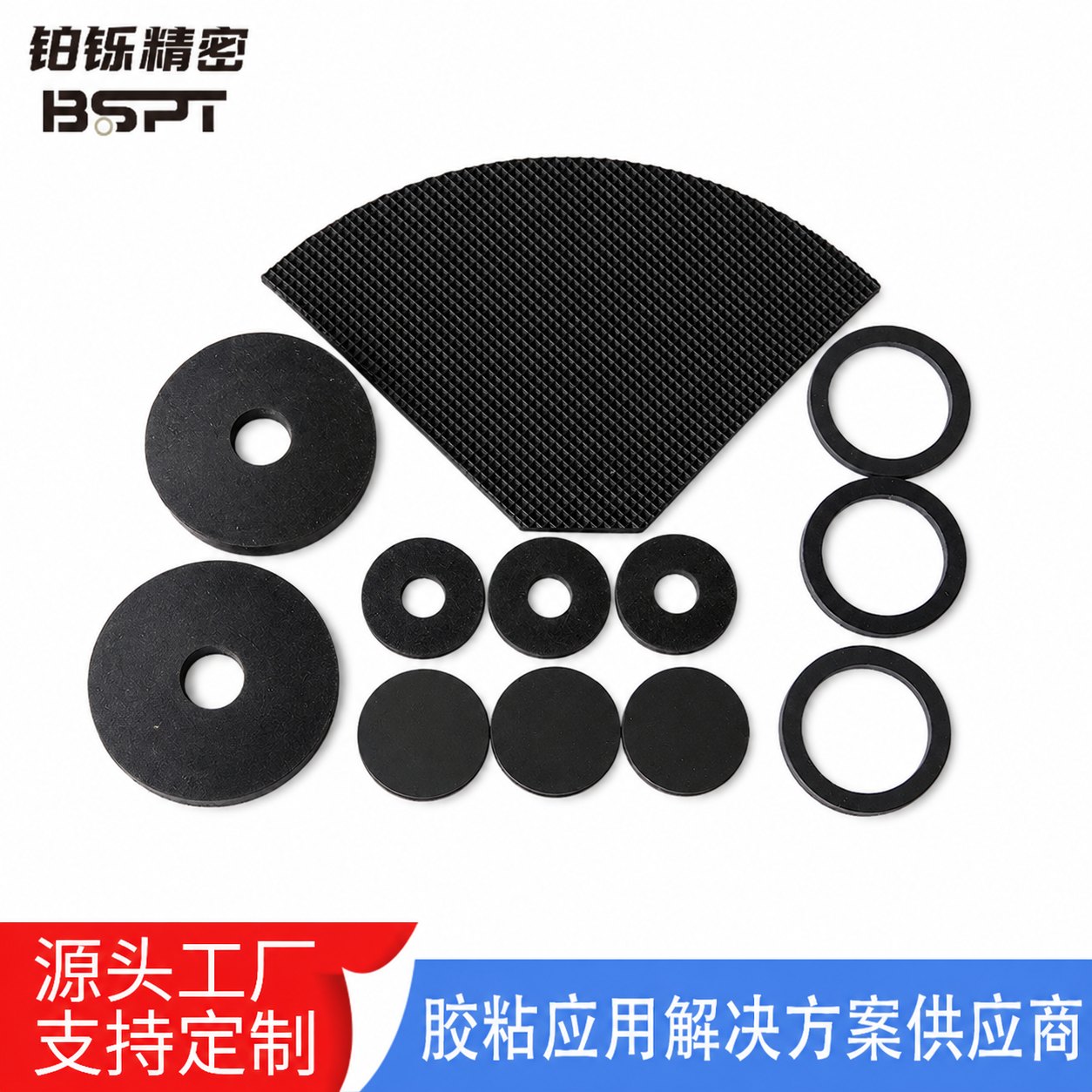
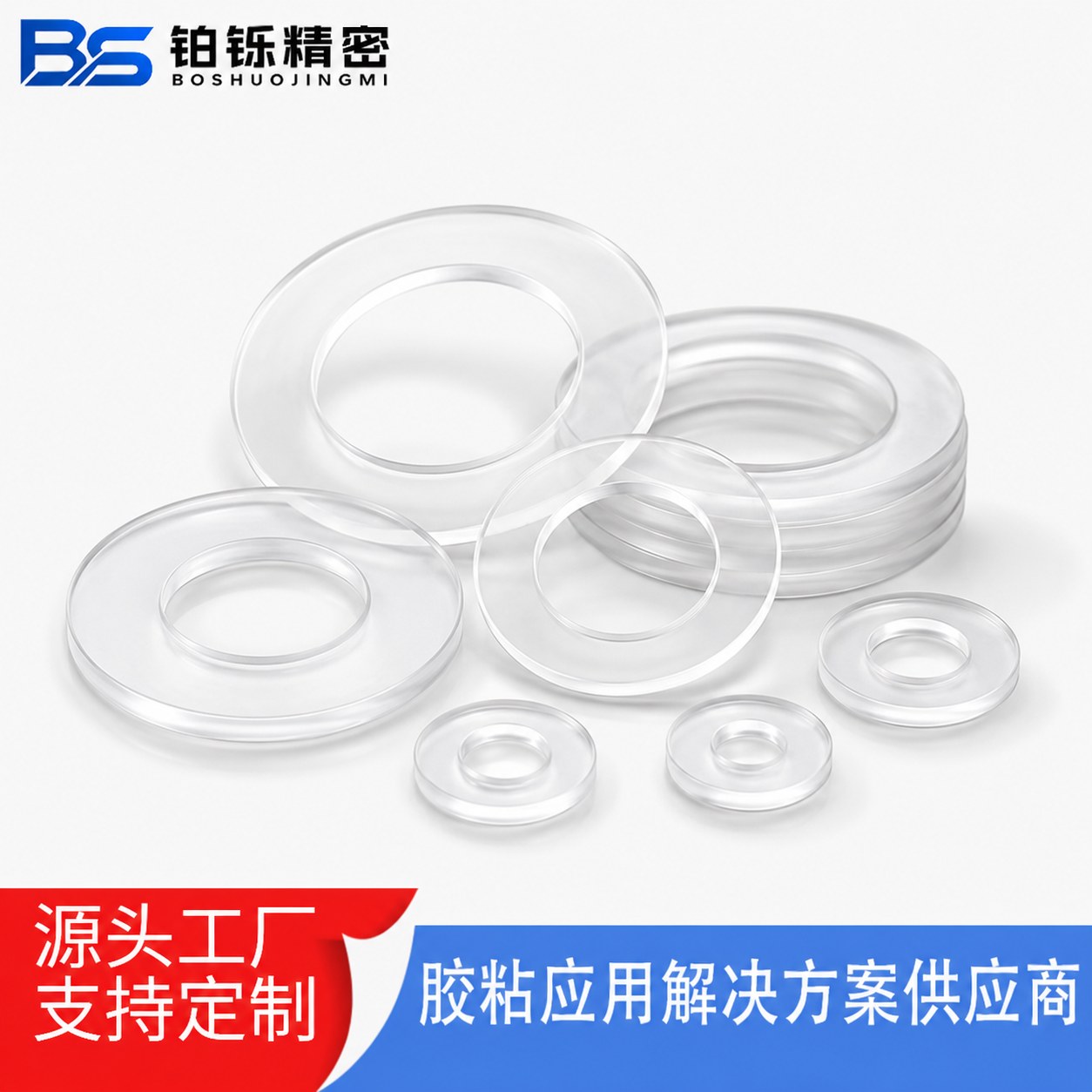
采购或设计人员在提供图纸时,必须标注每层材料的基材类型、胶系、总厚度及离型纸/膜规格。例如:双面胶模切件若使用油胶,胶体较软,贴合后容易溢胶,建议选用80克格拉辛离型纸或25-30μm离型膜,且排废方向应顺着离型纸纹路。对于无基材双面胶带,因其极薄(0.05mm以下),半切时刀模必须锋利,且压力需精确到±0.01MPa,否则易产生残胶或边缘变形。另外,若涉及EVA泡棉或硅胶脚垫,需确认其压缩回弹率,避免贴合后因回弹导致尺寸偏移。
典型流程为:来料检验→材料预处理(如除静电)→第一层半切→排废→第二层贴合→第二层半切或全切→最终排废→尺寸检测。关键控制点包括:
多层贴合模切常见不良包括溢胶、毛边、起拱、排废断裂。溢胶多因胶体受挤压外溢,改善方法:降低贴合压力、使用防溢胶离型膜、或增加半切深度。毛边通常由刀模钝化或材料回弹引起,需定期更换刀模(每10万次或视材料硬度调整)。起拱是层间应力未释放,可增加材料静置时间(24小时以上)或调整贴合顺序。排废断裂多发生在无基材胶带,建议改用带基材的双面胶,或增加排废辅助装置(如吹气或真空吸附)。
向模切厂询价或打样时,必须提供以下参数:
半切深度通常设定为材料厚度的90%-95%,剩余5%-10%由离型纸或底膜承受。实际操作中,需通过试切调整压力,并用显微镜检查切痕是否均匀。对于高粘性胶带,可适当加深至98%,但需避免切穿离型纸。
无间隙半切适合材料粘性低、厚度均匀的场景,可节省原料,但排废困难,且无法目视检查切穿质量。有间隙半切(留0.1-0.2mm连接点)适合高粘性或易变形材料,排废稳定,但材料利用率略低。建议打样时两种方式都试,根据良品率决定。
有。精密电子辅料(如手机内部双面胶模切件)通常要求在万级或千级无尘车间加工,避免灰尘颗粒导致粘接失效。采购时应要求供应商提供洁净度检测报告。
至少提供:每层材料规格(品牌、型号、厚度)、总厚度公差、排废方式、包装要求、预期年用量。如果涉及特殊胶系(如硅胶),还需说明是否需要抗UV或耐高温(如120℃以上)。
多层材料贴合模切的顺序与工艺选择直接影响良品率与成本。核心在于根据材料粘性、厚度、硬度匹配半切深度、刀模角度和排废方向。采购沟通时,需明确每层参数、公差、包装要求,并要求供应商提供来料检验与批次追溯记录。铂铄精密技术(东莞)有限公司在精密模切冲型领域具备多材料复合加工经验,可协助客户优化贴合顺序与排废方案。
相关推荐
产品推荐
服务热线