咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-20 16:55:28 人气:
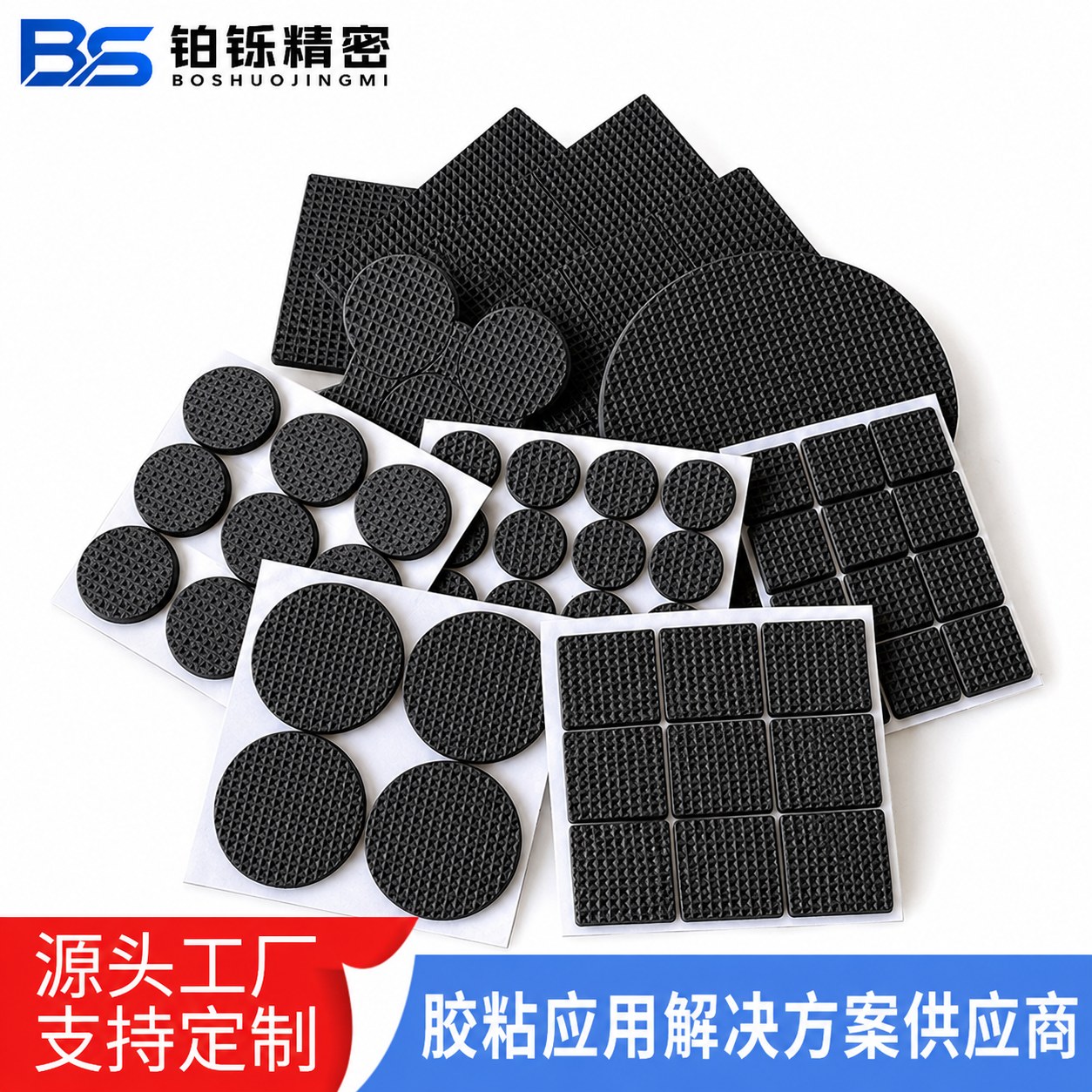
核心结论:垫片模切件要兼顾缓冲与粘接,选型时必须在材料厚度公差(精密应用需±0.03mm)、密度(15-80kg/m³)、压缩永久变形率(70℃/22h后低于25%-40%)和剥离强度(5-30N/25mm)之间找到平衡。缓冲性能主要靠泡棉或硅胶层实现,粘接性能则依赖双面胶层,两者复合时需注意胶层对泡棉回弹的抑制、排废时离型纸剥离稳定性,以及模切加工中因弹垫压力不均导致的切不透或过切问题。
垫片模切件中,缓冲功能和粘接功能通常由不同材料层承担。缓冲层(如EVA泡棉、PU泡棉、硅胶)提供弹性变形和回弹,粘接层(如无基材双面胶、PET双面胶)负责与被贴物固定。两者复合后,如果胶层过厚或初粘力过高,会限制泡棉的压缩回弹,导致缓冲效果下降。反之,如果泡棉压缩永久变形率过高,粘接界面会因垫片塌陷而产生应力集中,最终脱胶。
精密模切件厚度公差一般要求±0.03mm,超出此范围会导致装配间隙不一致,缓冲效果不均。材料供应商提供的泡棉或硅胶原材厚度波动往往在±0.1mm以上,模切加工时需通过复卷分切或精密冲型进行二次控厚。
密度范围15-80kg/m³,低密度适合轻压缓冲(如按键垫片),高密度适合重载支撑(如结构件减震)。硬度选型需与模切刀配合:硬度太低,刀模下压时材料易变形,切边毛刺多;硬度太高,刀模磨损快,易出现切不透。
70℃/22h条件下,压缩永久变形率应低于25%-40%。如果该值过高,垫片长期受压后无法回弹,缓冲功能失效,粘接界面也会因垫片变薄而松动。
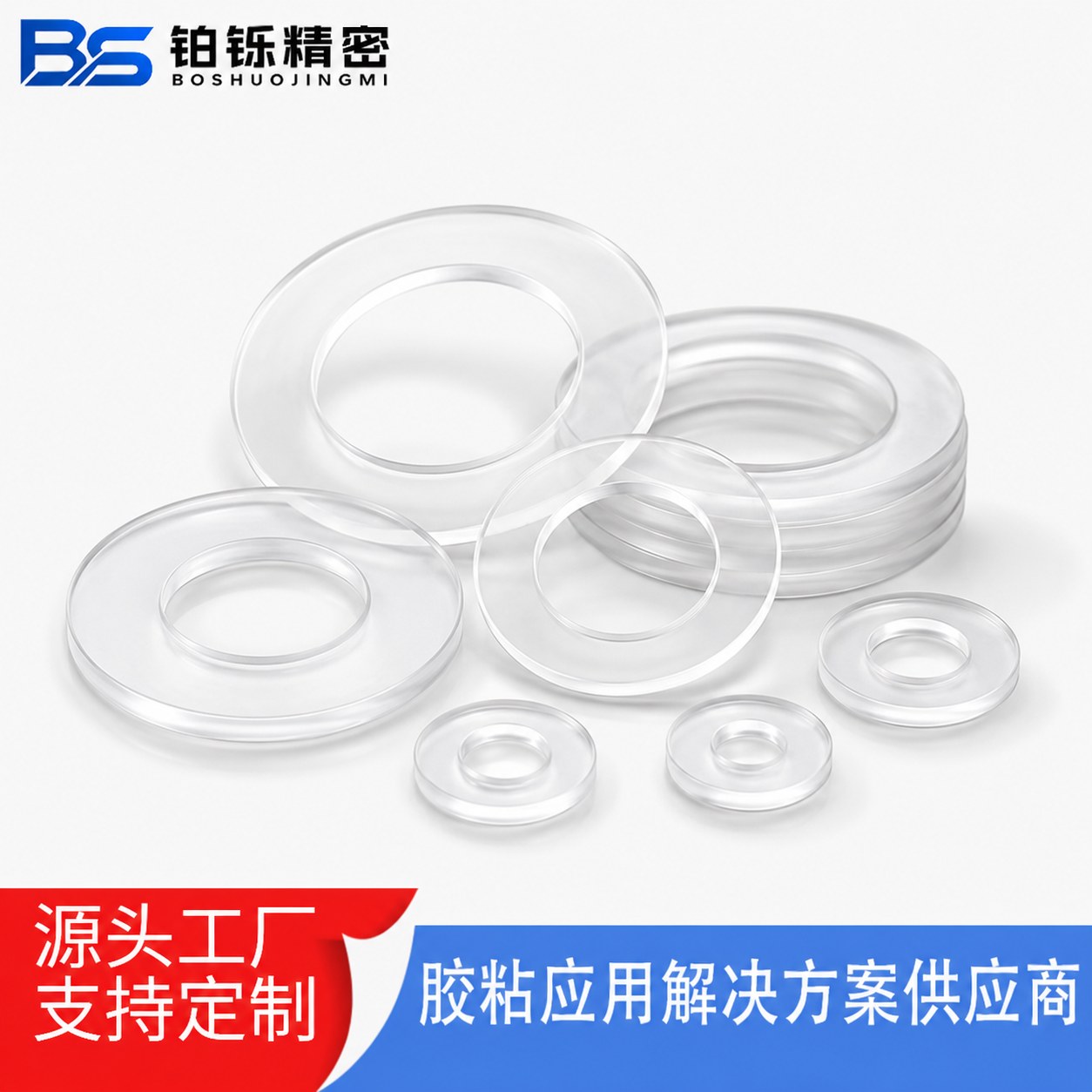
双面胶模切件的剥离强度需根据被贴物表面能选择。低表面能材料(如PP、硅橡胶)需搭配特种胶系,否则粘接力不足;高表面能材料(如不锈钢、玻璃)则可选用常规油胶或亚克力胶。剥离强度范围5-30N/25mm,过低易脱落,过高则排废困难。
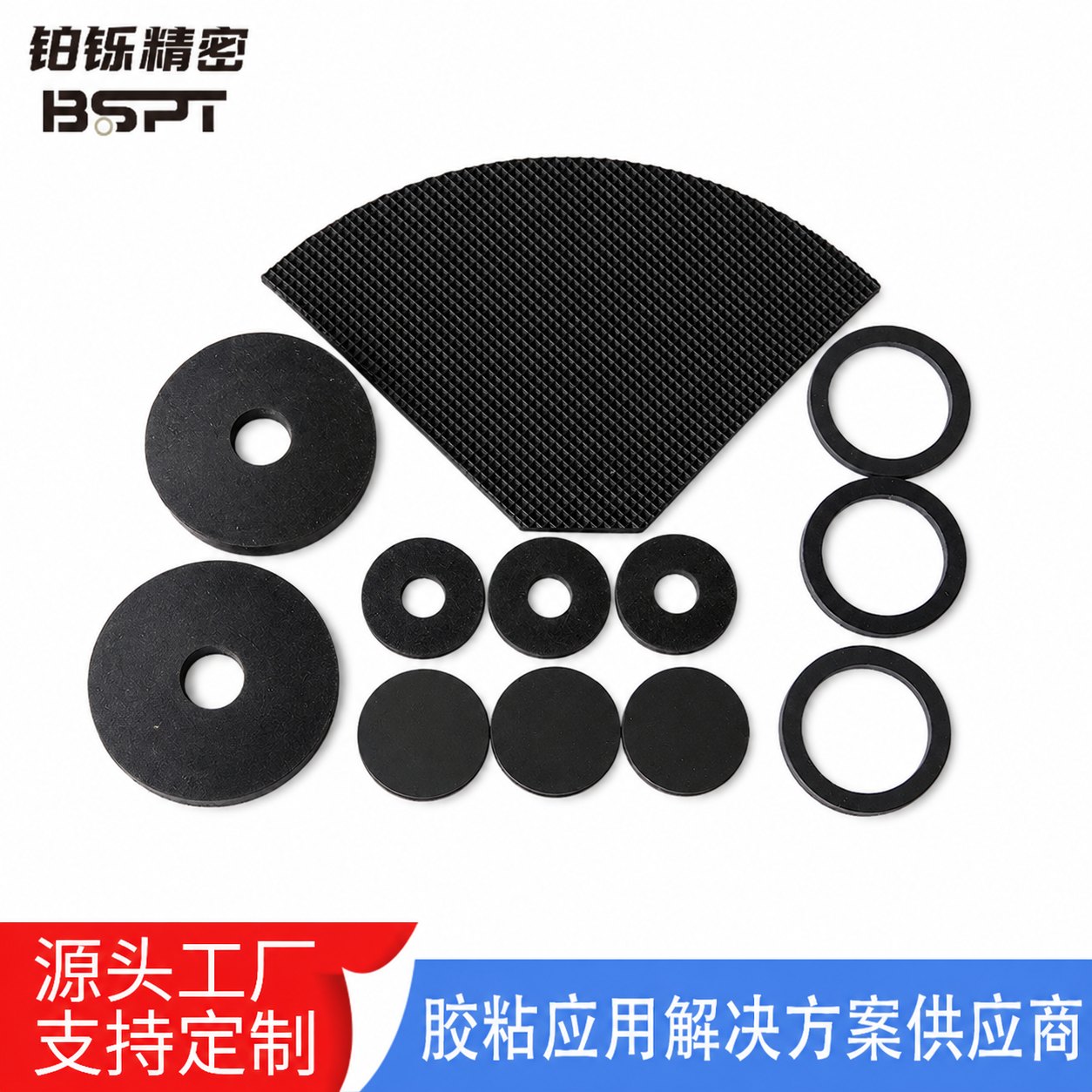
常见的垫片模切件材料组合包括:
- EVA泡棉+无基材双面胶:成本低,缓冲适中,但EVA压缩永久变形率偏高(约40%),长期使用后回弹减弱。无基材胶层服帖性好,适合小间隙粘接,但耐温性有限(持续工作温度一般不超过80℃)。
- PU泡棉+PET双面胶:PU回弹优于EVA,压缩永久变形率可控制在25%以下,缓冲持久。PET双面胶提供稳定的持粘力,但胶层较硬,不适合曲面或粗糙表面。
- 硅胶垫片+硅胶系双面胶:回弹一致性好,无异响,适用于按键或面板缓冲。但硅胶表面能低,普通胶带无法粘牢,必须使用专用硅胶双面胶或底涂处理,成本较高。
原因通常是模切弹垫压力不均匀或硬度选型不当。改善方向:根据材料硬度和厚度定制弹垫硬度,定期检查刀模间隙,避免局部压力过大导致过切或压力不足导致切不透。
多发生在胶层较厚或初粘力高的双面胶模切件上。改善方向:控制排废速度,避免胶层在排废时被拉伸;选用离型力适中的离型纸,防止胶层提前剥离。
复合结构中,如果胶层涂布量过大或胶系过硬,泡棉压缩后无法完全回弹。改善方向:选用低初粘力、高持粘力的胶系,或采用局部涂胶设计(如镂空胶层),减少胶层对泡棉的约束。
复杂镂空或多层复合的垫片模切件结构稳定性弱,运输中易碰撞变形。改善方向:采用EVA泡棉定制凹槽嵌入,配合气泡膜包裹和五层瓦楞纸箱填充缓冲材料。电子类模切件还需使用防静电袋(表面电阻10⁶-10¹¹Ω)和防静电托盘,控制湿度在40%-60%。
向模切加工供应商询价或打样时,应提供以下信息:
1. 垫片总厚度及公差要求(如1.0mm±0.03mm)。
2. 缓冲层材料类型(EVA、PU、硅胶)及密度范围。
3. 双面胶类型(无基材、PET基材、硅胶系)及剥离强度要求。
4. 使用环境温度范围(持续工作温度与短期峰值温度需分开说明)。
5. 被贴物表面材质及表面能(如不锈钢、PC、硅橡胶)。
6. 模切件外形复杂程度(是否有镂空、异形孔、多层复合)。
7. 包装要求(防静电、防刮伤、防变形)。
常用方法包括压缩回弹测试(测量压缩后厚度恢复率)和动态冲击测试(模拟实际受力场景)。采购时可要求供应商提供压缩永久变形率测试报告,但需注意测试条件是否与自身应用一致。
无基材胶带更薄(0.06-0.13mm)、更服帖,适合小间隙或曲面粘接,但模切排废难度大,易拉伸变形。有基材胶带(如PET双面胶)尺寸稳定性好,模切加工容易,但胶层较硬,不适合不平整表面。
翘边通常由离型纸剥离力过大、胶层初粘力不足或模切刀钝导致。改善方向:选用离型力适中的离型纸,调整排废角度,定期检查刀模锋利度。如果垫片用于高温环境,还需确认胶系耐温性是否足够。
至少提供垫片外形图纸(含公差)、总厚度、缓冲层材料类型、双面胶类型、被贴物材质、使用温度范围及包装要求。如果涉及多层复合,还需明确各层顺序和厚度分配。
垫片模切件要兼顾缓冲与粘接,选型核心在于平衡材料厚度公差、密度、压缩永久变形率和剥离强度。加工时需关注弹垫压力均匀性、排废稳定性和包装防护。建议在打样阶段与供应商充分沟通使用环境参数,避免批量后出现性能不达标或加工不良。铂铄精密技术(东莞)有限公司在精密模切加工领域有多年经验,可协助客户完成材料选型与工艺优化。
相关推荐
产品推荐
服务热线