咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-11 11:52:05 人气:
核心结论:珠三角泡棉胶模切精度满足3C产品窄边框设计需求的关键在于:选用低回弹、高尺寸稳定性的泡棉胶基材,配合精密模具与稳定的模切冲型工艺,严格控制模切公差在±0.1mm以内,并优化排废与贴合流程,避免胶层变形或毛边。珠三角成熟的模切加工供应链为窄边框设计提供了可行的本地化解决方案。
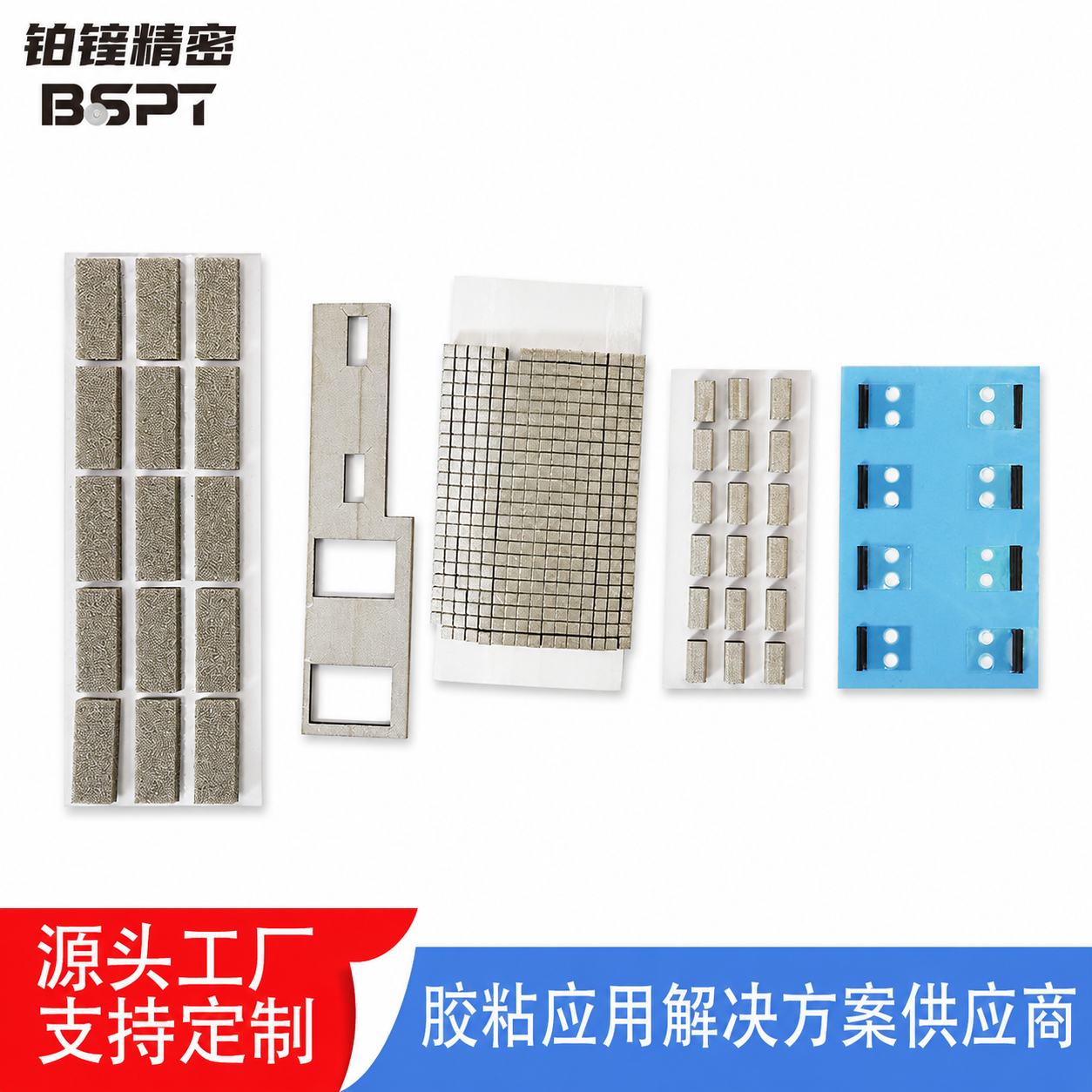
3C产品(如智能手机、平板电脑、可穿戴设备)的窄边框设计对内部空间利用要求极高。泡棉胶在窄边框区域通常用于屏幕固定、缓冲减震或密封防尘,其模切精度直接影响装配间隙、贴合平整度和长期可靠性。如果模切精度不足,可能导致泡棉胶边缘超出边框、挤压屏幕,或贴合后产生间隙,影响产品外观和功能。珠三角作为3C制造和模切加工的核心区域,工程师和采购人员需要明确如何评估和实现高精度泡棉胶模切,以降低量产风险。
泡棉胶模切精度受材料、模具和工艺三方面影响。以下是主要判断依据:
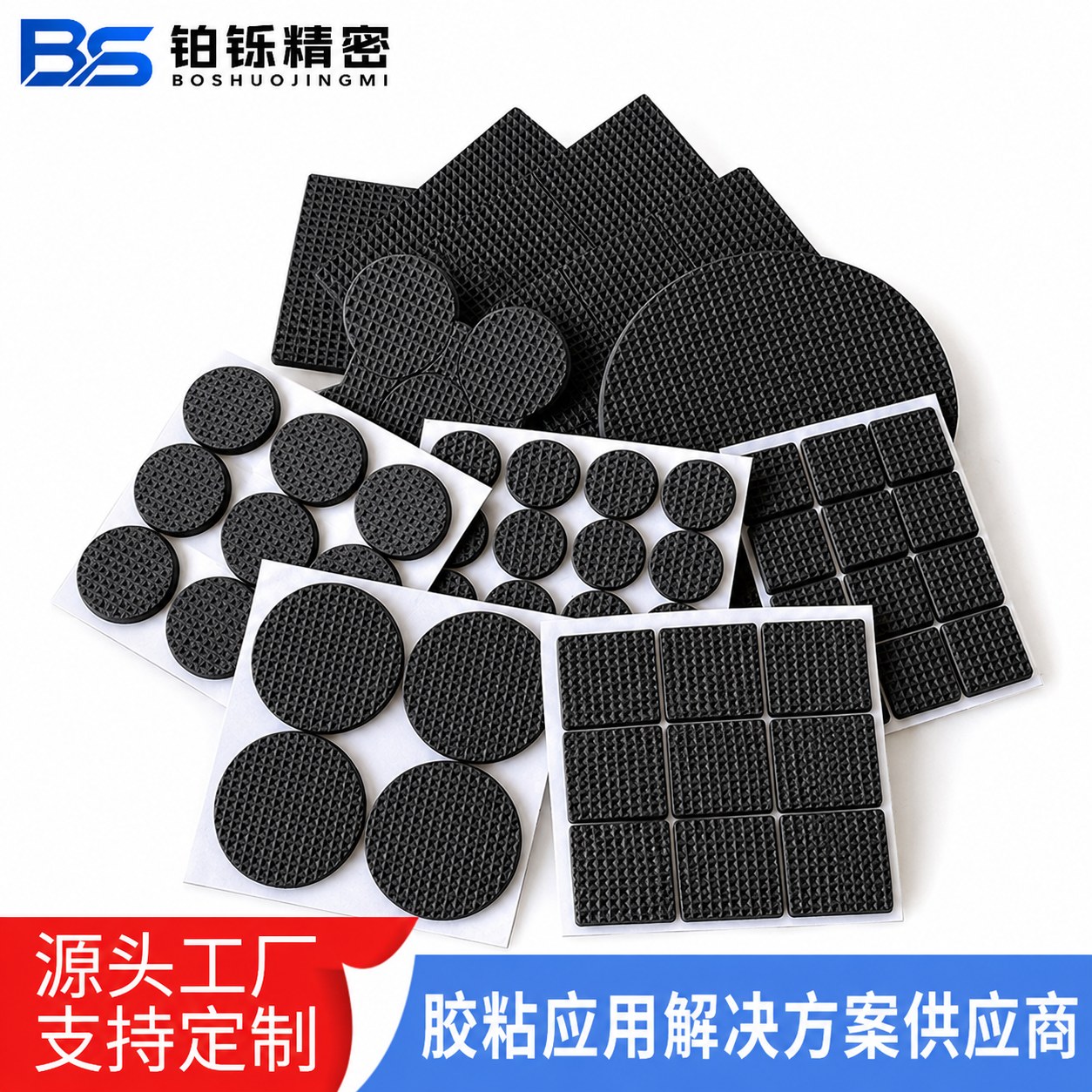
高精度泡棉胶模切主要应用于以下3C产品窄边框场景:
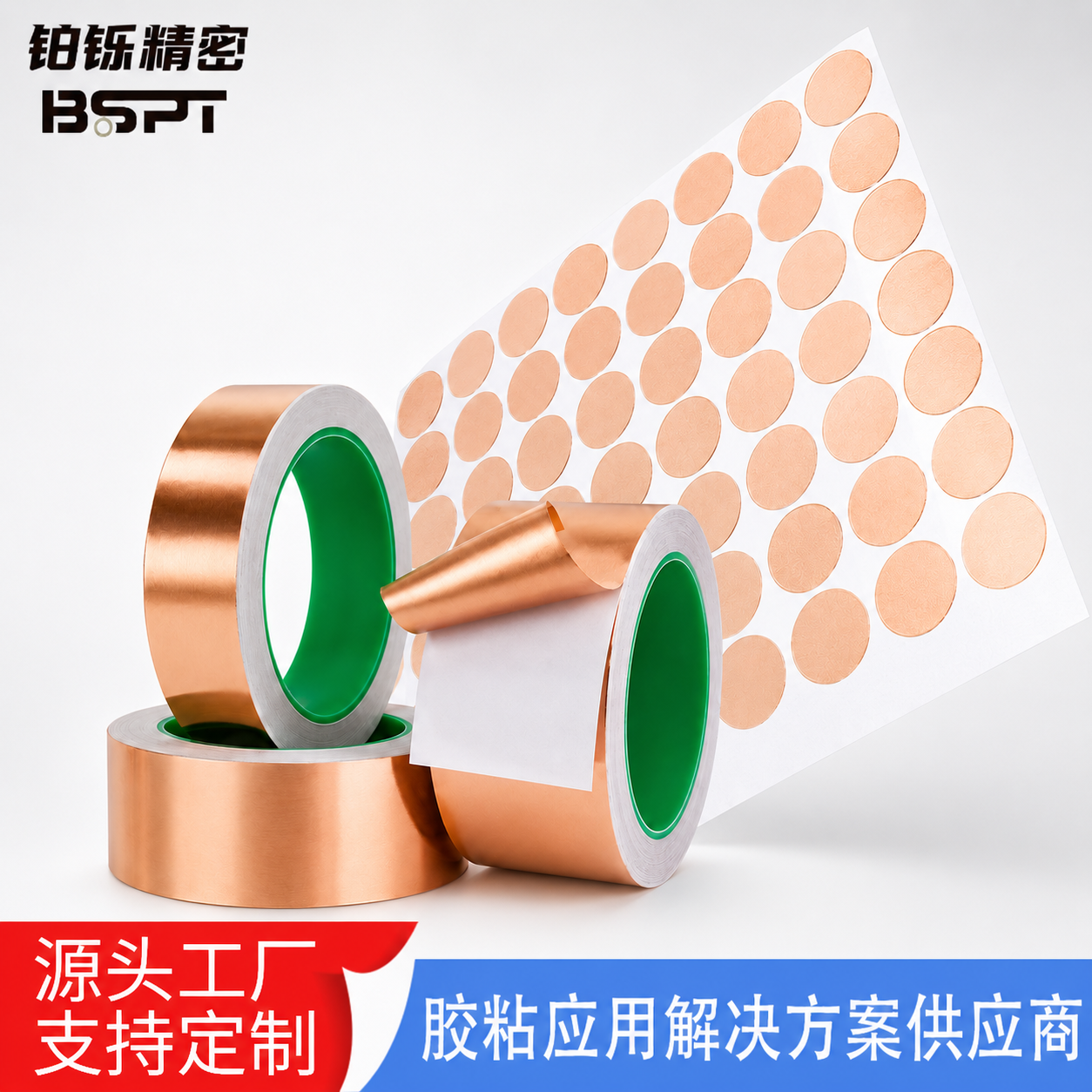
在珠三角模切加工供应链中,实现泡棉胶窄边框高精度模切需注意以下环节:
毛边通常由模具刃口钝化、模切压力不足或泡棉胶回弹率过高引起。建议:检查模具刃口锋利度,必要时更换模具;适当增加模切压力(每次增加5%);选择低回弹泡棉胶(如EVA泡棉),或在模切前将材料在恒温恒湿环境下放置24小时,减少内应力。
窄边框设计通常要求模切公差在±0.1mm以内。控制方法包括:使用高精度模具(公差±0.03mm);模切机台采用伺服驱动,保证重复定位精度;每批次模切前用标准块校准模具位置;定期用二次元测量仪抽检尺寸。
排废粘连常见原因是胶层粘性过高或离型纸离型力不足。解决方案:选择离型力适中的离型纸(建议离型力在10-20g/25mm);在泡棉胶表面覆一层离型膜,模切后先移除离型膜再排废;排废速度降低至5-10m/min,并增加吹气辅助。
尺寸收缩主要源于泡棉胶的回弹特性。避免方法:模切前将材料在温度23±2℃、湿度50±5%RH环境下放置12小时以上;模具设计时预留0.05-0.1mm的补偿量;模切后立即贴合,避免长时间暴露在空气中。
打样时需提供:泡棉胶的材质、厚度、密度和回弹率;模切件的图纸(含尺寸公差和边缘要求);胶层粘性要求(初粘力和持粘力);离型纸类型(单面或双面离型);预期贴合环境(温度、湿度)。这些参数可帮助模切厂优化模具和工艺。
珠三角泡棉胶模切精度满足3C产品窄边框设计需求,需要从材料选型、模具精度和工艺控制三方面协同优化。选择低回弹、高尺寸稳定性的泡棉胶基材,配合精密模具和稳定的模切冲型工艺,可有效控制公差在±0.1mm以内。铂铄精密技术(东莞)有限公司在双面胶原材料选型、复卷分切和精密模切加工方面积累了丰富经验,能够为3C电子制造提供从材料配套到模切冲型的本地化服务,帮助工程师和采购人员高效实现窄边框设计目标。
相关推荐
产品推荐
服务热线