咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-09 02:56:33 人气:
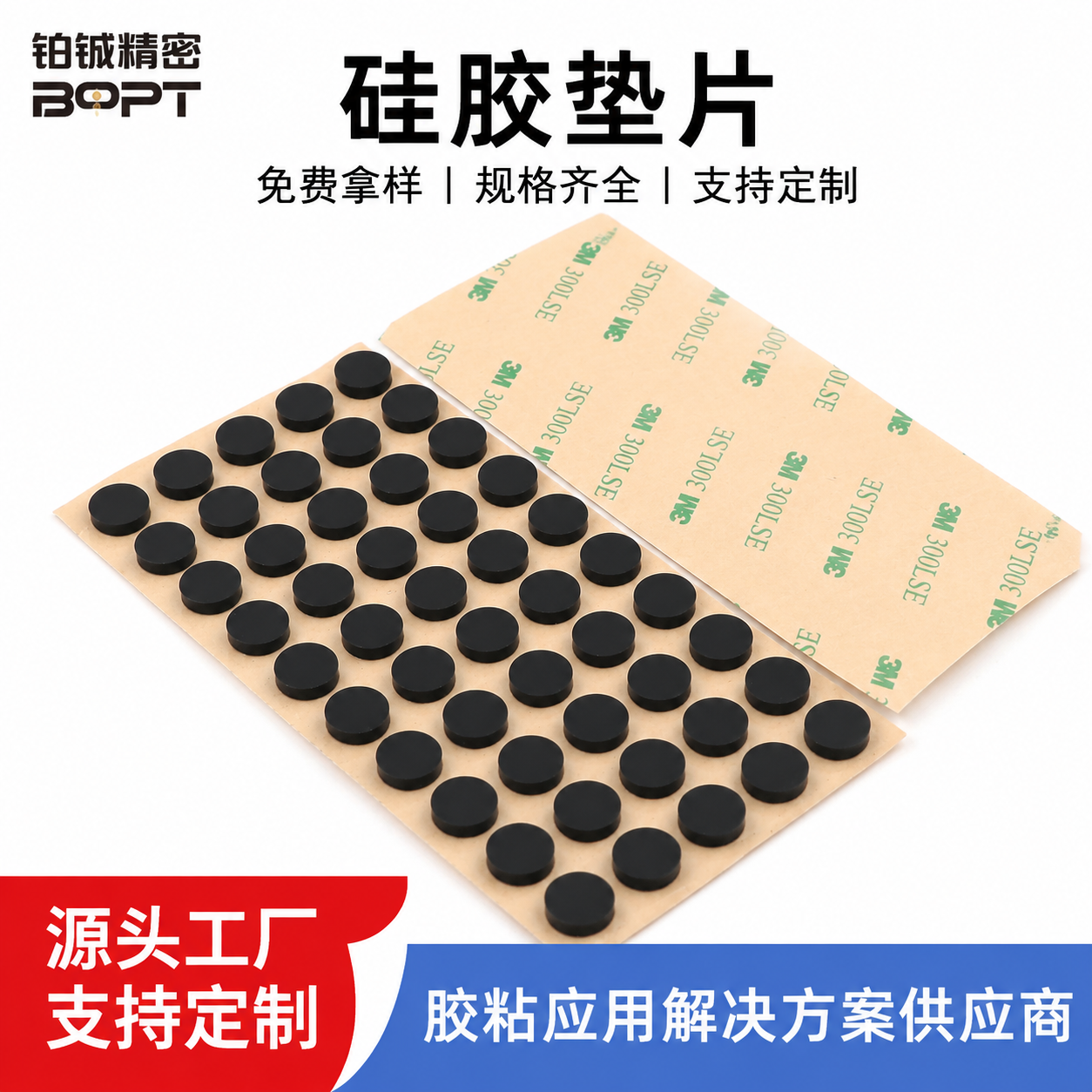
核心结论:3M 9448A在东莞电子厂替代螺丝固定是可行的,但需满足特定条件。该PET双面胶具有高初粘力、优异持粘性和良好耐温性,适用于轻量化、薄壁化电子组件的固定。替代方案需评估受力方向、环境温度、被粘材料表面能,并严格控制模切与贴合工艺,以避免剥离失效和溢胶问题。
东莞电子厂面临成本与效率的双重压力。螺丝固定需要钻孔、攻牙、锁附等工序,不仅增加人工与设备投入,还占用空间、增加重量。在手机、平板、可穿戴设备等轻薄化趋势下,结构胶粘方案成为替代螺丝的优选。工程师和采购人员需要确认3M 9448A是否满足强度、耐久性和工艺要求,避免因选型错误导致批量不良或可靠性风险。
评估3M 9448A替代螺丝的可行性,需从以下维度判断:
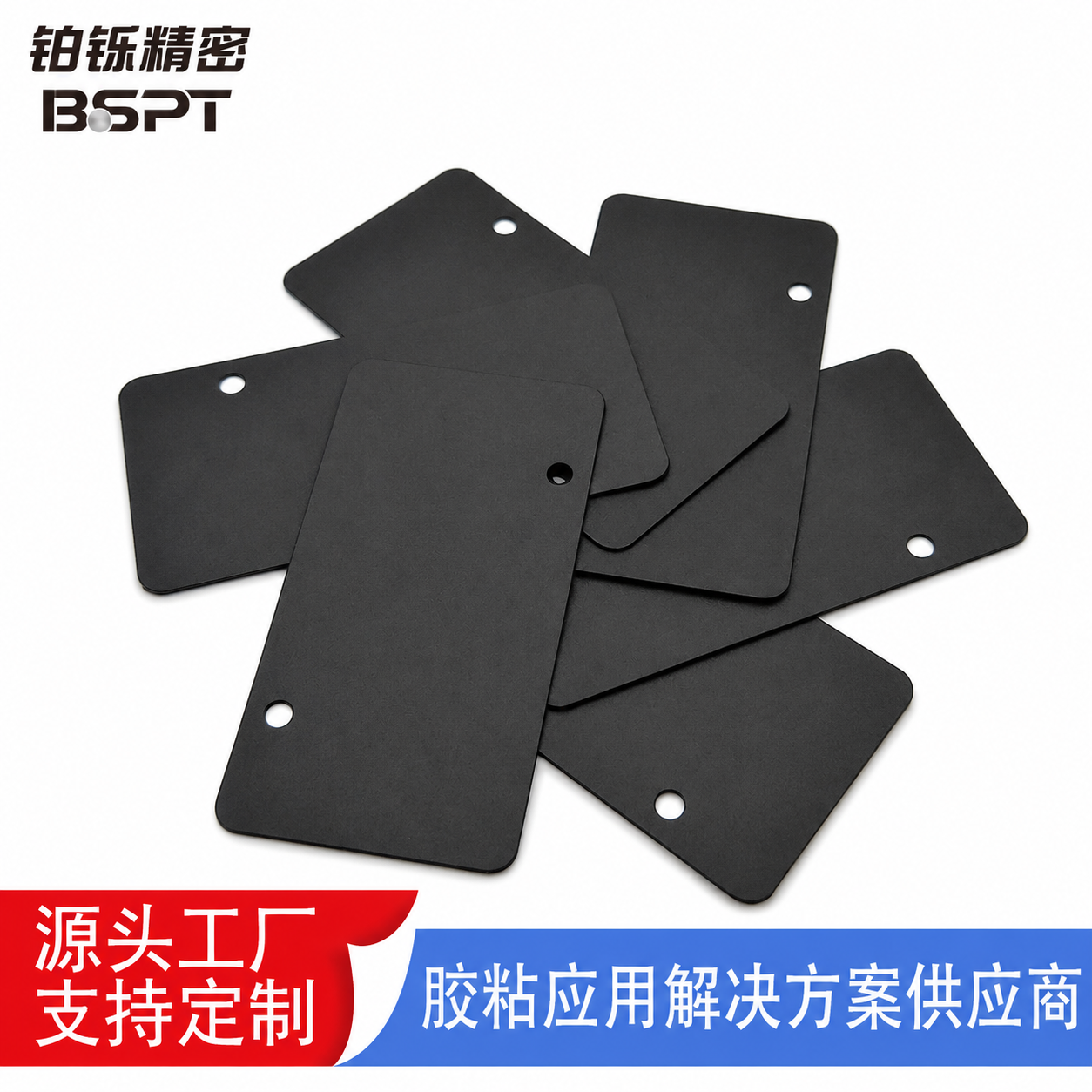
3M 9448A为PET基材双面胶,厚度约0.15mm,对剪切力承受能力较强,但对剥离力和冲击力较弱。若固定件主要承受平行于贴合面的剪切力(如电池固定、支架粘贴),替代螺丝可行;若承受垂直于贴合面的拉力或频繁振动,需谨慎验证。
高表面能材料(如金属、玻璃、PC、ABS)适合使用3M 9448A;低表面能材料(如PP、PE、PTFE)需先进行表面处理(如电晕、底涂),否则粘接力不足。
3M 9448A长期耐温约80℃,短期可达120℃。东莞夏季高温高湿,若产品长期处于60℃以上环境,粘接强度会下降,需进行热老化测试。对于高温场景(如电源模块附近),建议使用更高耐温等级的胶带。
3M 9448A离型纸为红色PE膜,模切时需注意排废稳定性。若模切公差控制不当,容易产生毛边或离型纸断裂,影响贴合效率。贴合时需施加足够压力(建议4-6kg/cm²),并保持贴合面清洁无油污。
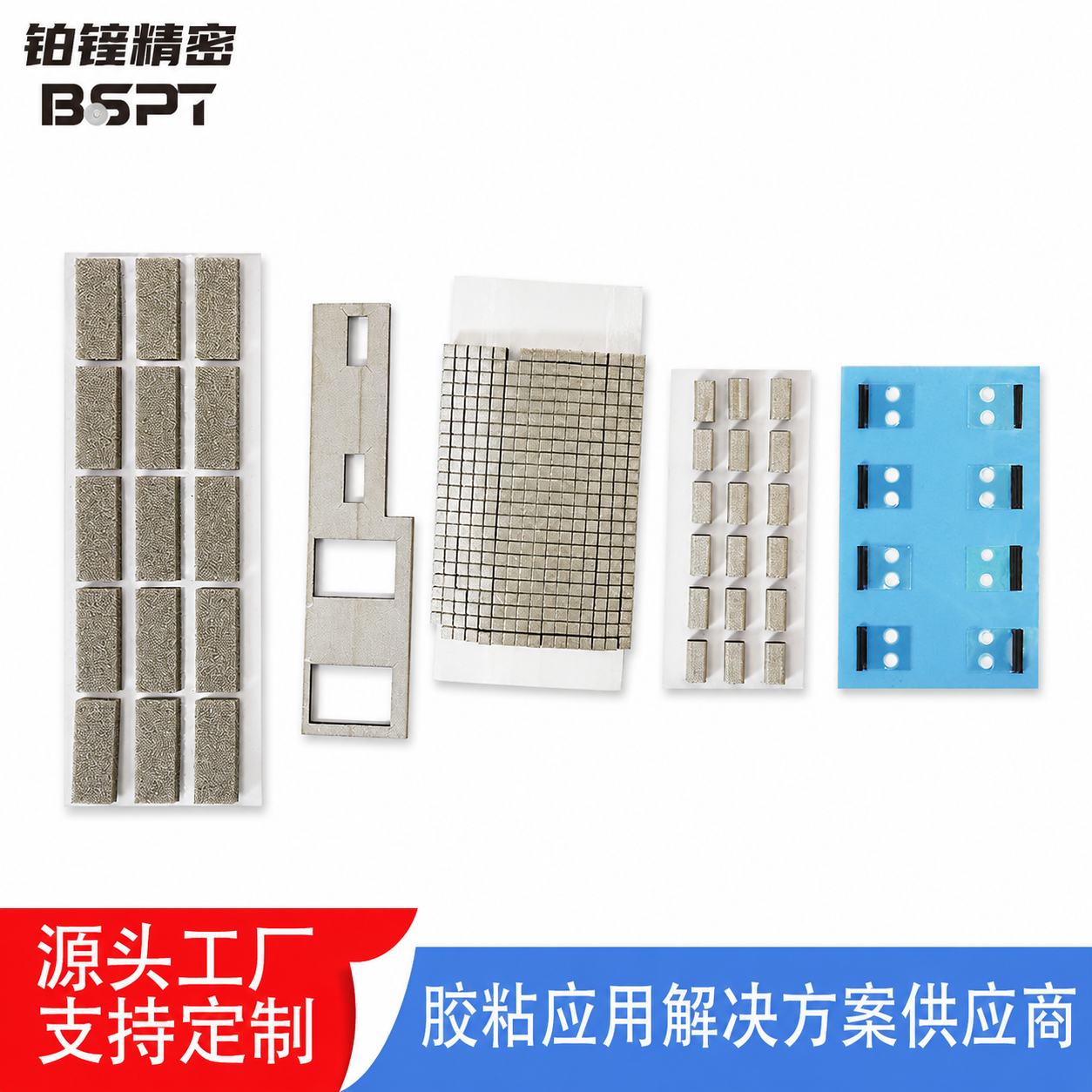
在东莞电子厂,3M 9448A适用于以下替代螺丝的场景:
在东莞模切加工供应链中,3M 9448A的加工需关注以下要点:
3M 9448A胶层较软,复卷时张力需控制在0.3-0.5kg/cm宽度,避免胶层变形或离型纸起皱。分切时使用锋利的圆刀,刀片角度建议25-30°,减少毛边产生。
模切时建议采用“半切”工艺,保留离型纸完整。排废速度不宜过快,防止胶带拉伸变形。对于小尺寸产品(如5mm×5mm以内),需使用高精度模切机,公差控制在±0.1mm以内。
贴合前需用酒精擦拭被粘面,去除油污和粉尘。贴合后需施加压力并保持至少10秒,确保胶层与被粘面充分浸润。批量生产时,建议使用自动贴合机,保证压力一致性。
常见风险包括:溢胶(模切边缘胶层外溢)、离型纸断裂(排废张力过大)、粘接强度不足(表面处理不到位)。解决方案:优化模切刀模间隙(建议0.02-0.05mm),调整排废角度,增加表面清洁与底涂工序。
3M 9448A是PET基材双面胶,相比普通绵纸胶带,具有更好的耐温性、抗老化性和尺寸稳定性。其胶层为丙烯酸压敏胶,初粘力高,持粘力强,适用于需要长期固定的电子组件。
建议进行以下测试:初始粘接力测试(180°剥离力,参考ASTM D3330)、剪切强度测试(静态负载,参考ASTM D3654)、高温高湿老化测试(85℃/85%RH,1000小时)、振动测试(模拟运输或使用环境)。具体测试标准需根据产品要求确定。
毛边通常由刀模钝化或间隙不当引起。改善方法:使用锋利的硬质合金刀模,定期检查刀锋;调整模切压力,避免过度挤压;在刀模表面喷涂脱模剂,减少胶层粘连。
常见原因包括:被粘面未清洁干净(油污、脱模剂残留);贴合压力不足或时间不够;环境温度超出胶带耐温范围;设计时未考虑剥离力或冲击力。建议先分析失效模式,再调整工艺或更换胶带型号。
需提供:被粘材料类型与表面状态、粘接面积与形状、受力方向与大小、工作温度范围、期望使用寿命、是否需通过特定可靠性测试。模切厂可根据这些参数推荐合适的胶带与加工方案。
3M 9448A在东莞电子厂替代螺丝固定是可行的,但需基于受力类型、材料表面能、环境条件进行综合评估。工程师应重视模切与贴合工艺细节,避免常见加工缺陷。铂铄精密技术(东莞)有限公司在双面胶原材料配套、复卷分切和精密模切冲型加工方面具有丰富经验,可协助客户完成从选型到量产的完整工艺验证,确保替代方案可靠落地。
相关推荐
产品推荐
服务热线