咨询电话:13580717108 咨询电话:13580717108
咨询电话:13580717108 咨询电话:13580717108 
 24小时客服电话 13580717108
24小时客服电话 13580717108 邮箱:97809261@qq.com
手机:13580717108
地址:广东省东莞市大岭山镇运粮街东一巷 12 号 101 室
发布时间:2026-06-07 09:26:29 人气:
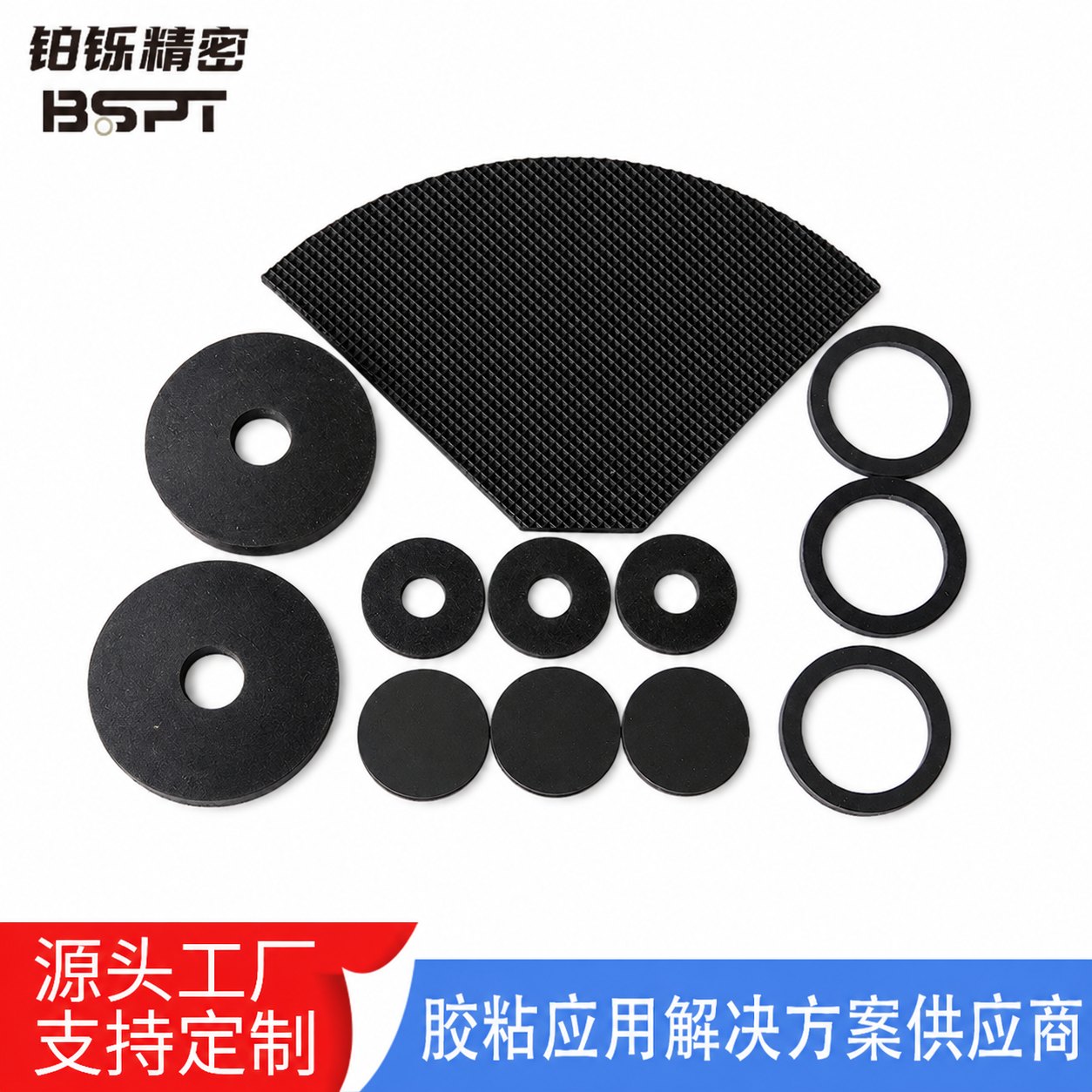
在电子辅料模切加工中,胶粘性能与加工效率常被视为一对矛盾:高粘性材料往往排废困难、模切速度受限;而追求效率又可能牺牲粘接可靠性。如何在选型阶段找到两者的平衡点,直接影响产品良率与生产成本。本文结合PET双面胶、油胶、3M双面胶等常见材料,从基材特性、胶层设计、模切工艺三个维度展开分析。

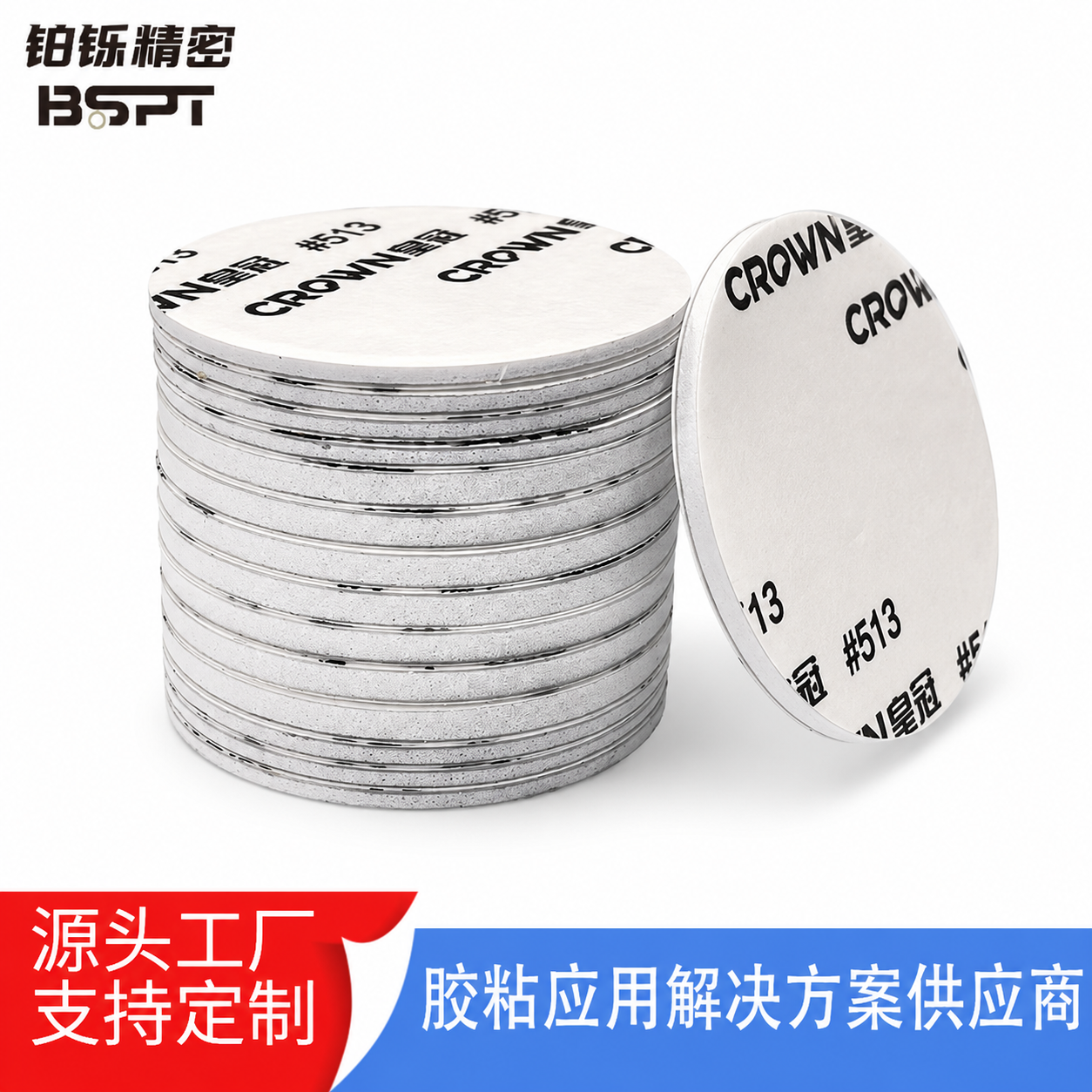
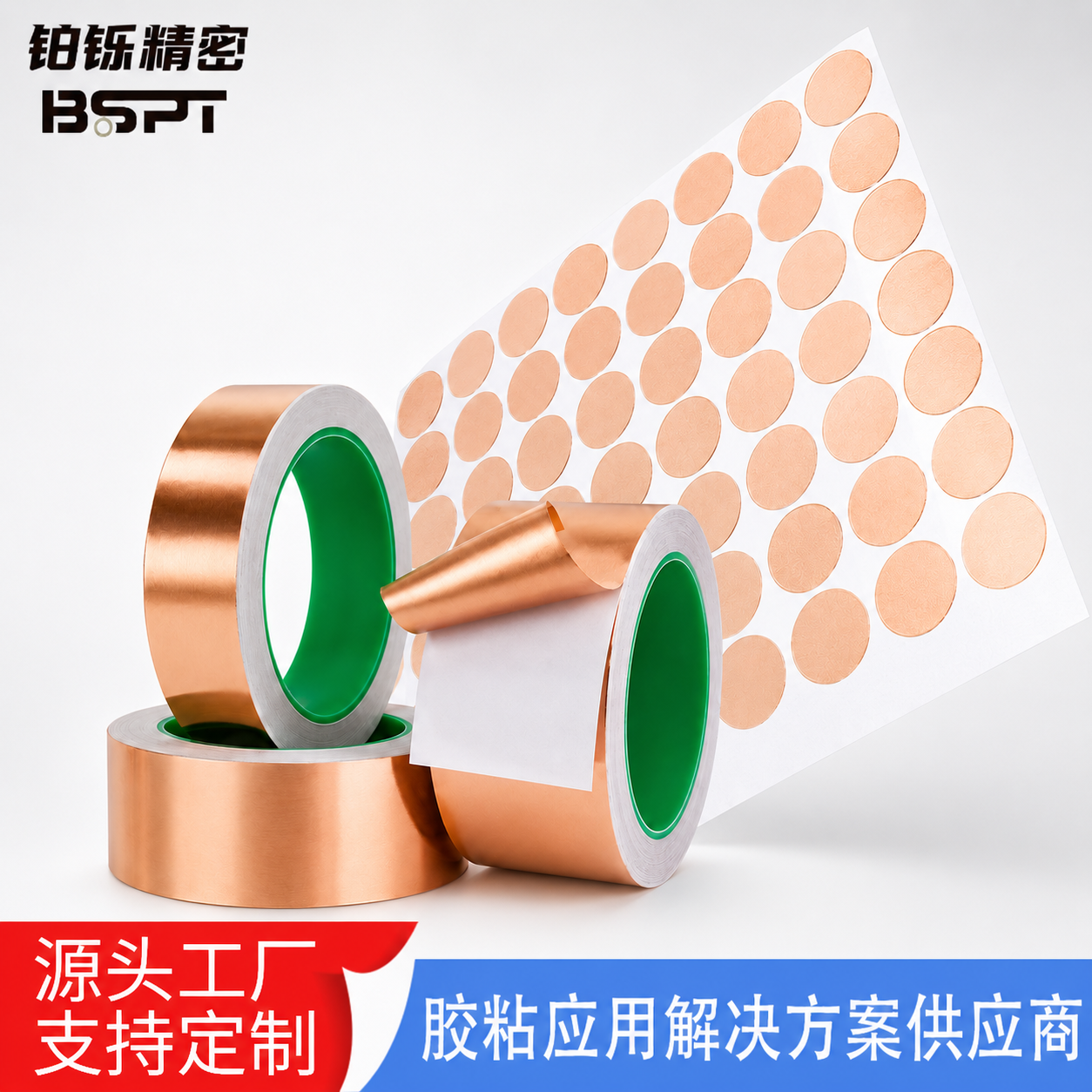
胶粘性能主要包括初粘力、持粘力、耐温性和剥离强度。对于电子辅料,如手机内部泡棉固定或FPC背胶,通常要求持粘力>24h(80℃环境下),剥离强度≥8N/25mm。油胶类(如3M 9448A)初粘力高,适合快速贴合,但模切时易粘刀;PET双面胶(如3M 467MP)胶层薄而稳定,模切排废顺畅,但初粘力相对较低。选型时需根据被粘物表面能(如不锈钢vs塑料)和后续工艺温度(回流焊需耐260℃)确定胶系。

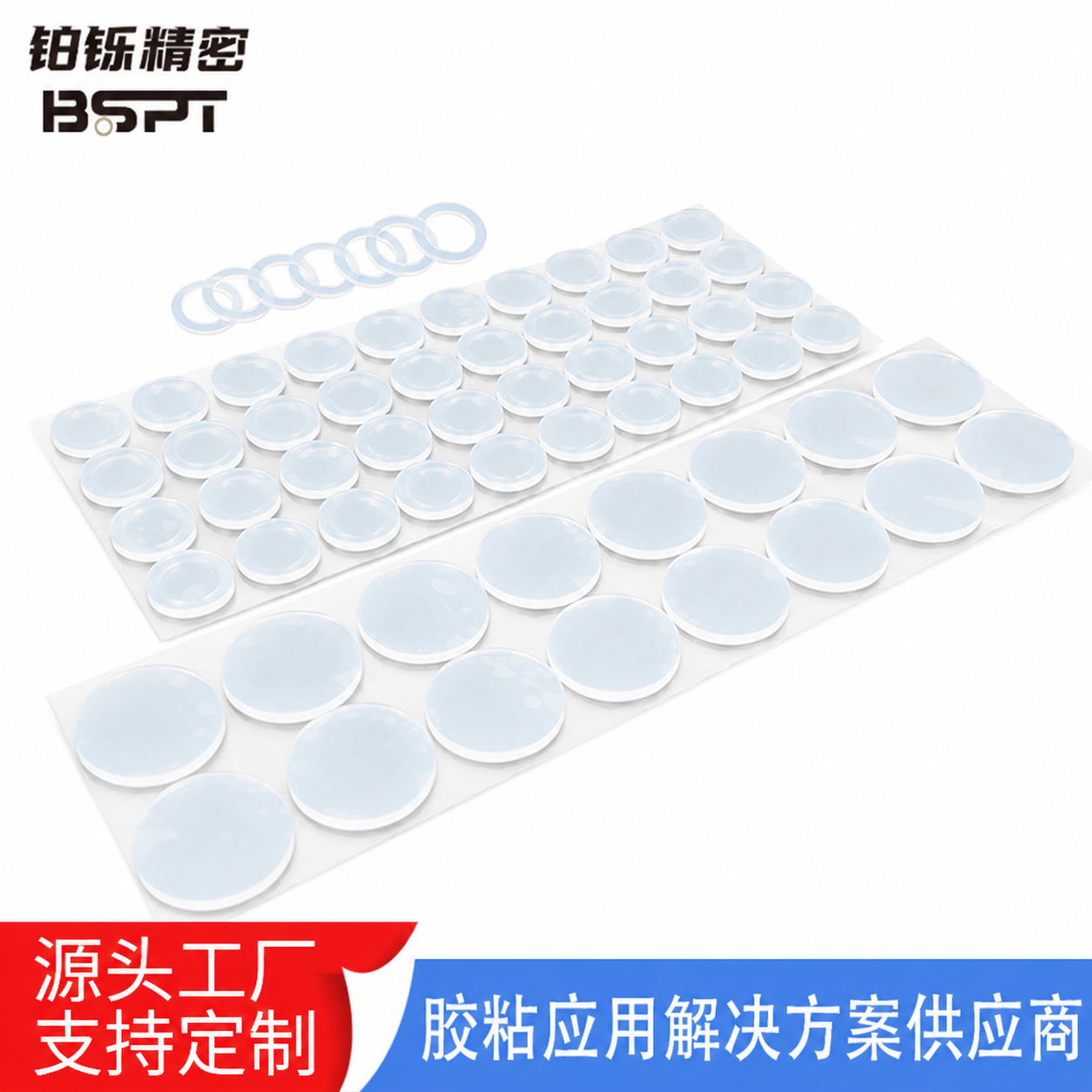
模切效率受材料回弹、离型纸剥离力、排废稳定性等制约。绵纸双面胶因纤维结构易产生毛边,模切速度通常控制在15-20m/min;而PET双面胶基材刚性高,模切速度可达30m/min以上。姜黄纸PET双面胶因离型纸表面涂覆特殊硅油,排废力低(<0.5N/25mm),可减少停机清理次数。EVA泡棉和硅胶脚垫模切时需关注压缩变形,建议使用硬质模具(洛氏硬度≥55HRC)以保持公差±0.1mm。
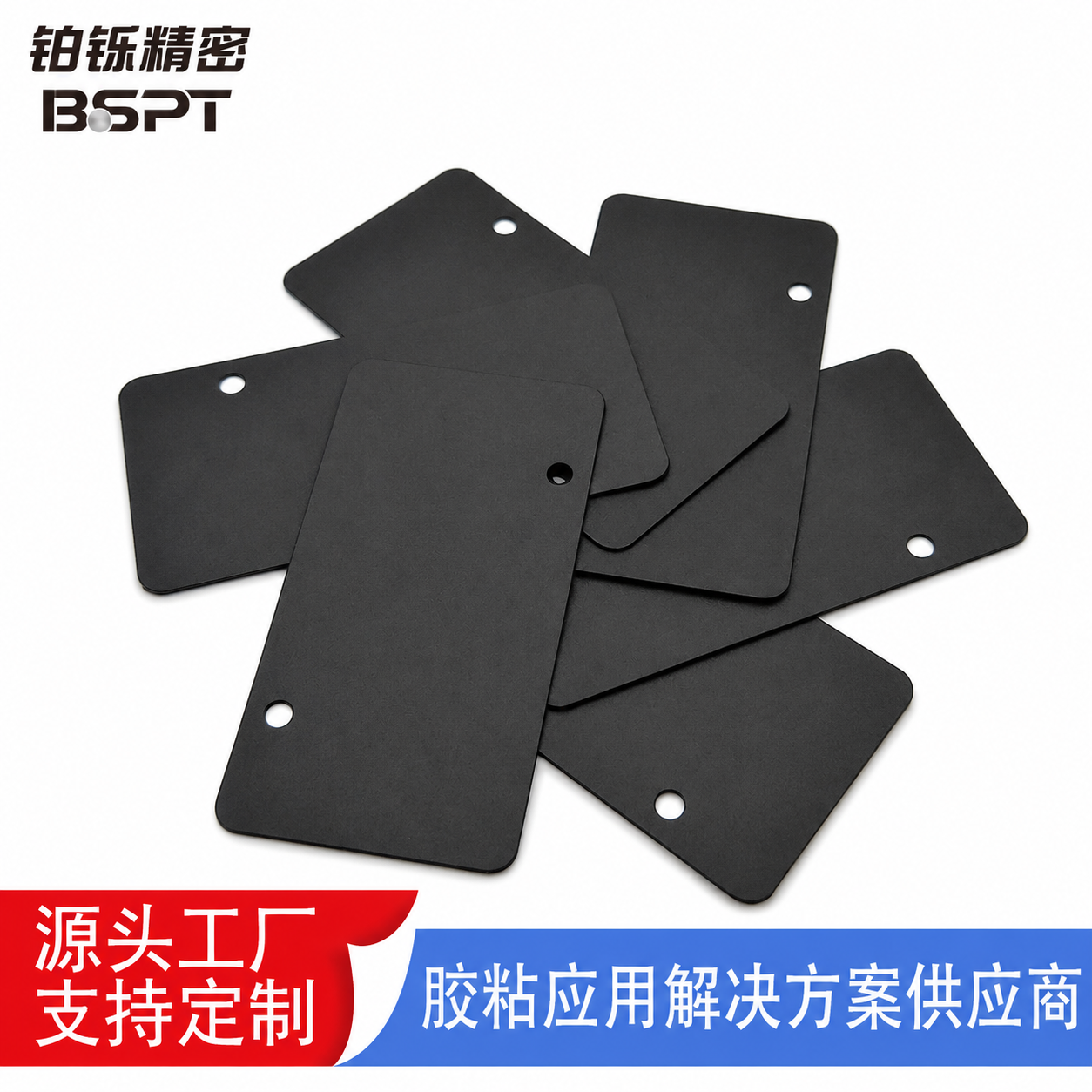
实际案例中,某车载摄像头模组选用0.05mm厚PET双面胶,胶层厚度公差控制在±0.005mm,既满足振动测试要求,又使模切良率从82%提升至96%。对于需要多次排废的复杂形状(如L型或环形),建议选择离型纸克重≥120g/m²的油胶材料,避免排废时粘连。此外,背胶冲型时采用“先贴合后模切”工艺,可减少材料拉伸导致的尺寸偏差。
| 应用场景 | 推荐材料 | 胶粘性能侧重 | 模切效率优化点 |
|---|---|---|---|
| FPC固定 | 3M 467MP(PET双面胶) | 耐温性、持粘力 | 使用硬质模具,排废速度提升20% |
| 屏幕缓冲 | EVA泡棉+油胶 | 初粘力、压缩回弹 | 控制泡棉密度≤45kg/m³,减少回弹变形 |
| 硅胶脚垫 | 硅胶垫片+3M 9495LE | 低表面能粘接 | 离型纸预切处理,排废效率提高30% |
Q1:高粘性油胶模切时粘刀严重,如何解决?
A:可选用PET离型膜覆盖胶面后模切,或降低模具温度至10-15℃,减少胶层软化。同时调整刀锋角度至30°,降低粘附力。
Q2:PET双面胶模切后边缘有溢胶,是什么原因?
A:通常因胶层过厚(>0.1mm)或模具间隙过大。建议将胶层厚度控制在0.05-0.08mm,并采用激光切割模具,间隙公差±0.02mm。
Q3:硅胶脚垫模切时尺寸偏差大,如何控制?
A:硅胶材料回弹率约15-20%,需在模具设计时预缩尺寸。例如目标直径10mm,模具尺寸应设为9.85mm。同时使用双面胶定位贴合,减少偏移。
电子辅料选型中,胶粘性能与模切效率并非不可调和。通过合理选择基材(如PET或绵纸)、胶系(油胶或丙烯酸)以及离型纸类型,结合模切速度、模具硬度和排废工艺的调整,可实现良率与效率的双赢。铂铄精密技术(东莞)有限公司在长期模切冲型加工中积累了针对不同胶粘材料的工艺参数优化经验,可为客户提供从材料推荐到模具设计的定制化方案,助力平衡性能与成本。
相关推荐
产品推荐
服务热线